

Self-propagating welding powder
A self-propagating welding and welding powder technology, applied in welding equipment, welding media, welding/cutting media/materials, etc., can solve the safety threats of construction personnel, reduce welding heat, and copper oxide is easy to absorb moisture and agglomerate, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] First, use a precision electronic scale to weigh various powders according to the following proportions:
[0023] Barite 40% 500 mesh
[0024] Al 15% 500 mesh
[0025] Cu 38% 200 mesh
[0026] CaF 7% 400 mesh
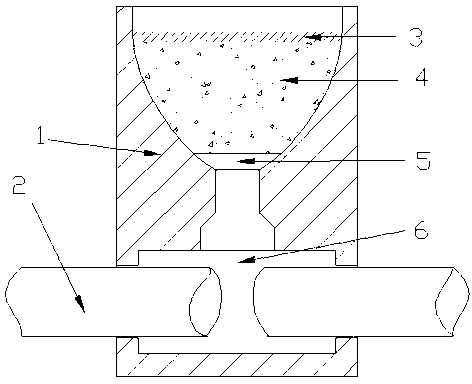
[0027] When starting welding, put the copper cable 2 into the small hole under the mold, and reserve a space of about 5mm between the two copper cable wires. Preheat the copper cable after putting it in, and the final preheating temperature is 300°C to 400°C. Then the above powders are evenly mixed together according to the specified ratio. Place a self-fusing plug (thin copper sheet) at the bottom of the graphite crucible 1, then put the mixed self-spreading solder powder 4 into the crucible 1, and evenly sprinkle a layer of gunpowder 3 on the solder powder. After the gunpowder 3 is ignited, the gunpowder can cause the welding powder 4 to start to react, and the reaction continues. When the powder reaction is completed, the reaction product is the mol...
Embodiment 2
[0030] First, use a precision electronic scale to weigh various powders according to the following proportions:
[0031] Barite 50% 200 mesh
[0032] Al 30% 200 mesh
[0033] Cu 15% 50 mesh
[0034] CaF 5% 400 mesh
[0035] When starting welding, put the copper cable 2 into the small hole under the mold, and reserve a space of about 5mm between the two copper cables. Preheat the copper cable after putting it in, and the final preheating temperature is 300°C to 400°C. Then the above powders are evenly mixed together according to the specified ratio. Place a self-fusing plug (thin copper sheet) at the bottom of the graphite crucible 1, then put the mixed self-spreading solder powder 4 into the crucible 1, and evenly sprinkle a layer of gunpowder 3 on the solder powder. After the gunpowder 3 is ignited, the gunpowder can cause the welding powder 4 to start to react, and the reaction continues. When the powder reaction is completed, the reaction product is molten coppe...
Embodiment 3
[0038] First, use a precision electronic scale to weigh various powders according to the following proportions:
[0039] Barite 45% 200 mesh
[0040] Al 23% 200 mesh
[0041] Cu 25% 200 mesh
[0042] CaF 7% 400 mesh
[0043] When starting welding, put the copper cable 2 into the small hole under the mold, and reserve a space of about 5mm between the two copper cables. Preheat the copper cable after putting it in, and the final preheating temperature is 300°C to 400°C. Then the above powders are evenly mixed together according to the specified ratio. Place a self-fusing plug (thin copper sheet) at the bottom of the graphite crucible 1, then put the mixed self-spreading solder powder 4 into the crucible 1, and evenly sprinkle a layer of gunpowder 3 on the solder powder. After the gunpowder 3 is ignited, the gunpowder can cause the welding powder 4 to start to react, and the reaction continues. When the powder reaction is completed, the reaction product is molten copp...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More