

Manufacturing method for precisely-forged blank of outer input shaft II of automatic dual clutch transmission (DCT) of automobile
A technology of automatic transmission and input shaft, which is applied in the field of metal parts processing, can solve the problems of insufficient strength of tubular shafts, low utilization rate of fractured materials, etc., and achieve the effect of saving logistics time, improving material utilization rate, and compact internal organization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] (1) Select the appropriate raw material (bar section) according to the process requirements, and saw the material section, the length (volume) meets the process requirements; for example, use 20CrMnTiH as the raw material for high-speed circular sawing into the material section; grind the surface by centerless grinding, and then Spray lubricant, dry lubricant;
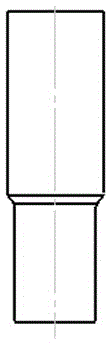
[0029] (2) According to the process requirements on the hydraulic press, the material section is cold-shrinked in the abrasive tool to reduce the diameter of one section; for example, on a 300-ton hydraulic press, at 10-15Mpa, the holding time is 1.5-2.0 seconds / piece, under the condition of frequency 9 seconds / piece, the diameter of a length of blank at one end is reduced by cold shrinkage to obtain a blank of the required size (see Figure 2-1 ).
[0030] (3) Heat the cold-shrink billet to 1000°C-1080°C in a protective atmosphere, such as heating to 1000°C-1080°C in a commonly used intermediate frequency ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More