

Solder used for vacuum active brazing process of W-Cu composite material and stainless steel and method
A composite material, active brazing technology, applied in welding/cutting media/materials, welding media, manufacturing tools, etc., can solve problems affecting the air tightness and bearing capacity of joints, reduction of mechanical properties of weld metal, and differences in physical and chemical properties It is easy to popularize and apply, with small residual stress and good wetting and spreading.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
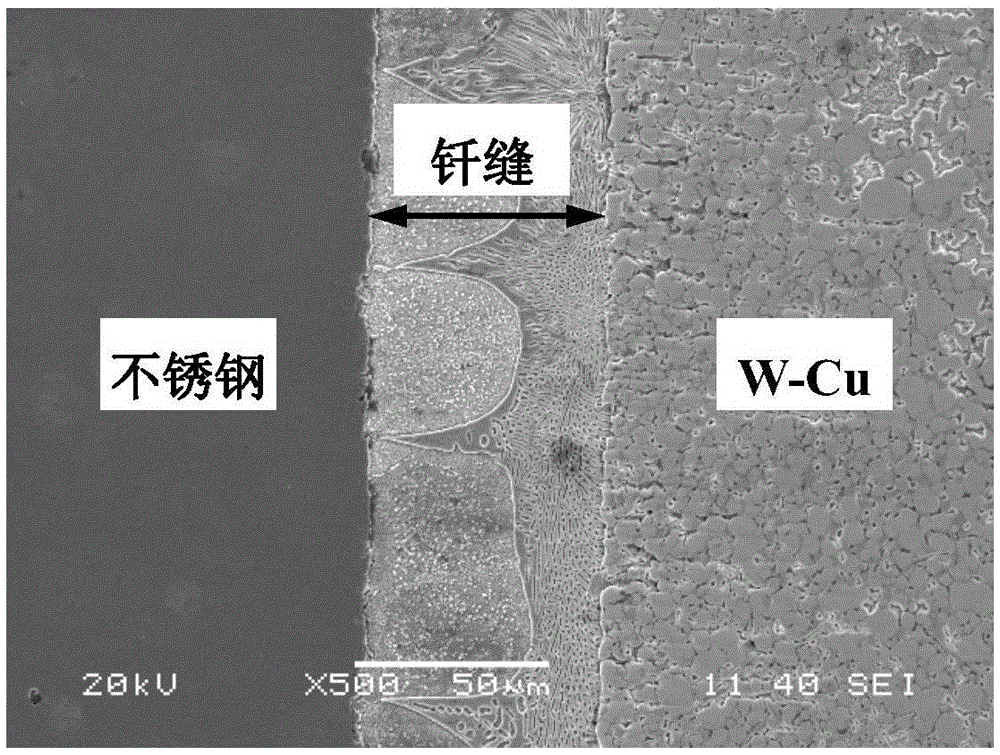
[0022] Vacuum active brazing of W-Cu composite material (W55Cu45, wt%) and 1Cr18Ni9 stainless steel butt joint: W-Cu composite material and stainless steel sample size are 20mm×20mm×5mm, and the surface to be brazed is 20mm×5mm section.
[0023] The composition and mass percentage ratio of the solder are: Cu33%, Ti1.0%, Ni5%, Zr1.0%, Mn7.0%, the balance is Ag, and the thickness of the solder foil is 150 μm.
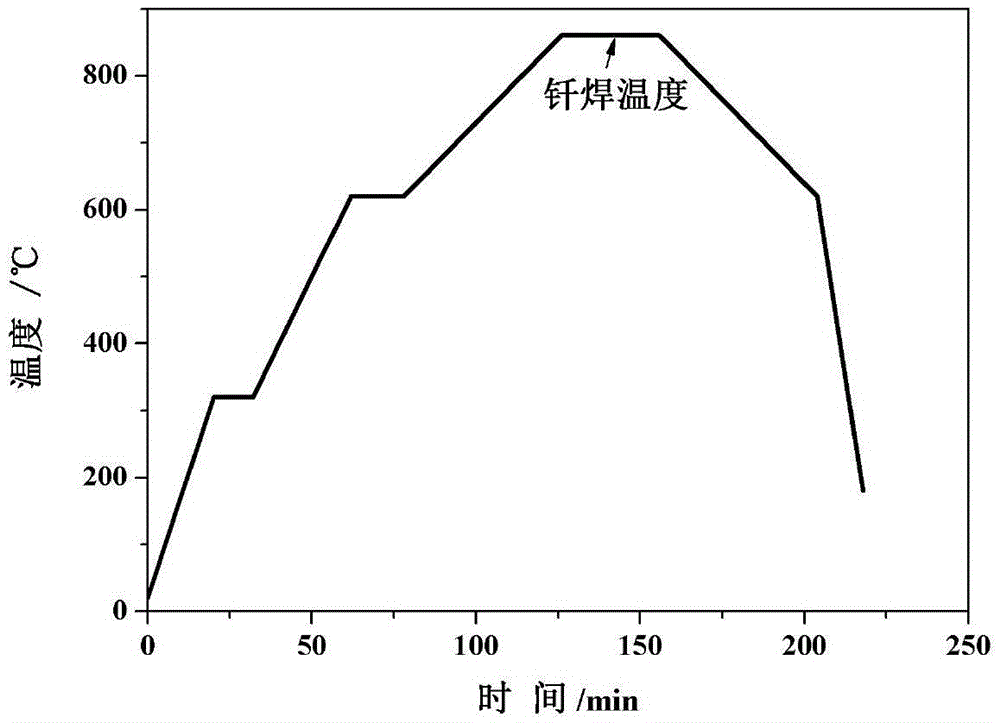
[0024] Brazing process such as figure 1 As shown, the specific steps are:
[0025] (1) Preparation stage: Clean the cross-section of the W-Cu composite material and 1Cr18Ni9 stainless steel sample to be brazed, remove the impurities, oil stains and oxide film on the surface, use W28~W3.5 metallographic sandpaper to grind smooth and have a certain roughness, put the W-Cu composite material, stainless steel and solder foil together in acetone, use ultrasonic cleaning for 10min, and dry it for use;
[0026] (2) Assembly stage: place the cleaned and dried solder foil betwee...
Embodiment 2
[0030] Vacuum active brazing of W-Cu composite material (W55Cu45, wt%) and 1Cr18Ni9 stainless steel butt joint: W-Cu composite material and stainless steel sample size are 20mm×20mm×5mm, and the surface to be brazed is 20mm×5mm section.
[0031]The composition and mass percentage ratio of solder are: the composition and mass percentage ratio of solder are: Cu30%, Ti2.0%, Ni4.0%, Zr1.5%, Mn5.0, the balance is Ag, brazing The thickness of the material foil is 120 μm.
[0032] The brazing process steps are:
[0033] (1) Preparatory stage: Clean the cross-section of the W-Cu composite material and stainless steel sample to be brazed to remove impurities, oil stains and oxide films on the surface, and use W28~W3.5 metallographic sandpaper to grind smooth and have a certain Roughness, put the W-Cu composite material, stainless steel and solder foil together in acetone, use ultrasonic cleaning for 15 minutes, and dry it for use;
[0034] (2) Assembly stage: place the cleaned and dr...
Embodiment 3
[0038] Vacuum active brazing of W-Cu composite material (W55Cu45, wt%) and 1Cr18Ni9 stainless steel butt joint: W-Cu composite material and stainless steel sample size are 20mm×20mm×5mm, and the surface to be brazed is 20mm×5mm section.
[0039] The composition and mass percentage ratio of the solder are: Cu27%, Ti3.0%, Ni3.5%, Zr1.8%, Mn4.0, and the balance is Ag. The solder foil thickness is 100 μm.
[0040] The brazing process steps are:
[0041] (1) Preparatory stage: Clean the cross-section of the W-Cu composite material and stainless steel sample to be brazed to remove impurities, oil stains and oxide films on the surface, and use W28~W3.5 metallographic sandpaper to grind smooth and have a certain Roughness, put the W-Cu composite material, stainless steel and solder foil together in acetone, use ultrasonic cleaning for 10-15 minutes, and dry it for use;
[0042] (2) Assembly stage: place the cleaned and dried solder foil between the surface of stainless steel and W-C...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| bending strength | aaaaa | aaaaa |
| bending strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More