

Electron beam welding method for molybdenum alloy and tungsten alloy
A technology of electron beam welding and welding method, applied in electron beam welding equipment, welding equipment, welding/welding/cutting items, etc., can solve problems such as cracks and pores, achieve fine grain size of weld seam, reduce material stress, improve The effect of weld performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
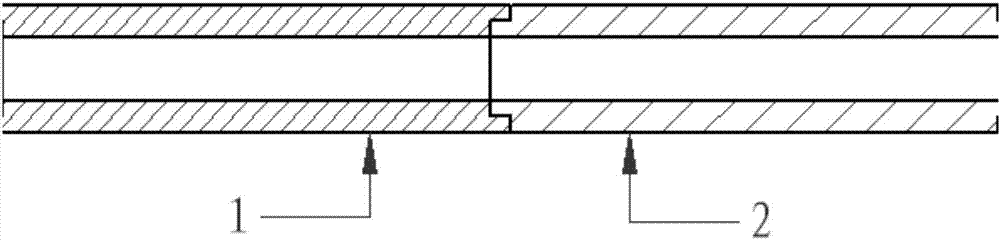
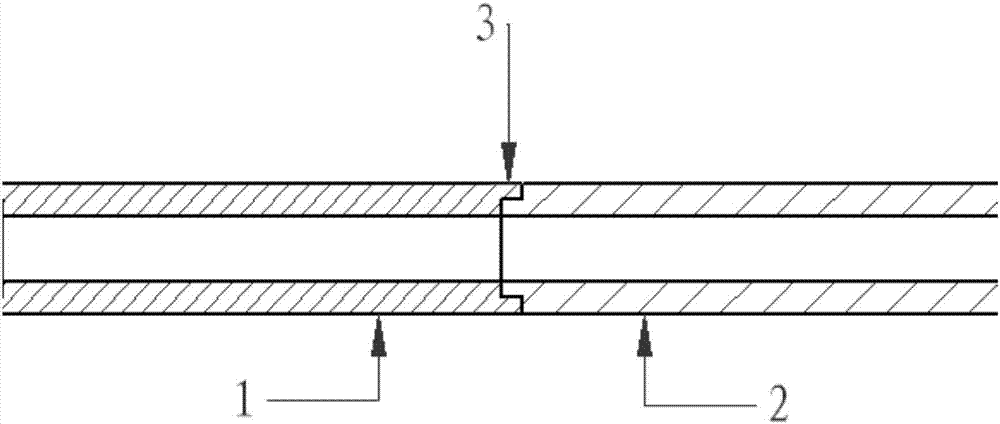
[0063] components to be welded such as figure 2 As shown, the molybdenum alloy component 1 is a hollow cylindrical structure, and the right end surface is provided with a mounting groove. The side end surface is provided with a protrusion matching the installation groove. Molybdenum alloy component 1 is TZM alloy, which is made by powder metallurgy forging method, and tungsten alloy component 2 is WRe25 alloy, which is made by vacuum arc melting method.
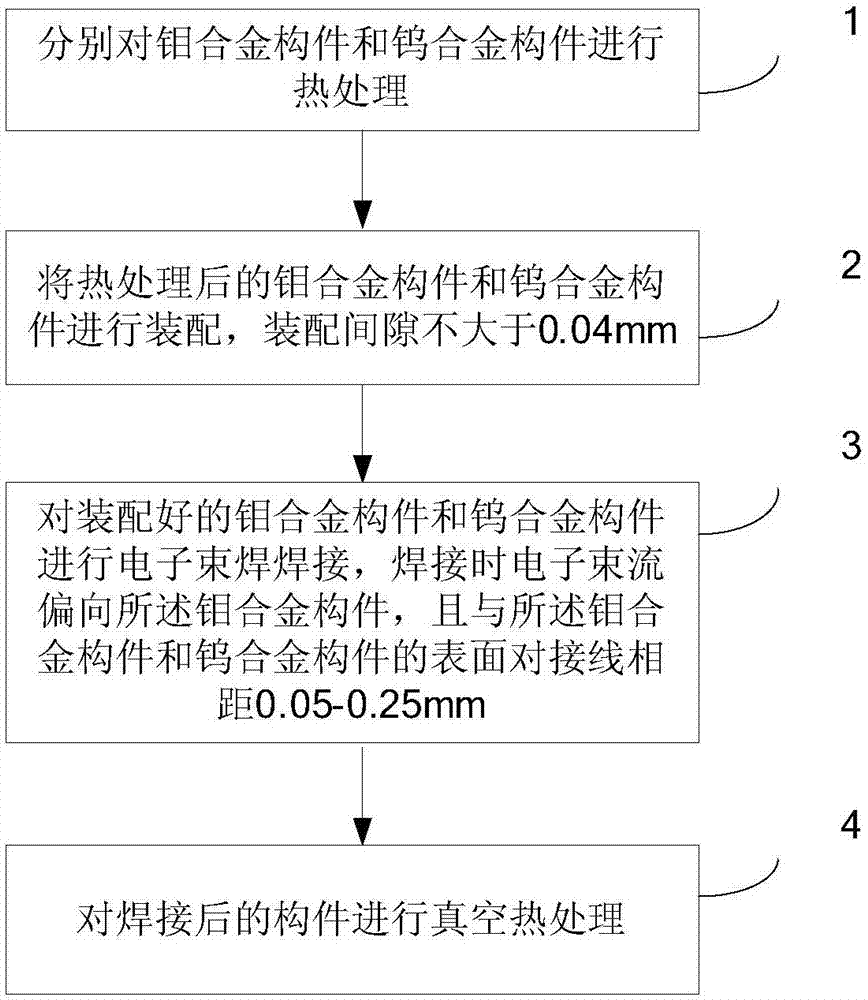
[0064] Electron beam welding is carried out on the molybdenum alloy component 1 and the tungsten alloy component 2, comprising the following steps:
[0065] Step (1): Soak the molybdenum alloy component 1 and the tungsten alloy component 2 in aqua regia for 1 minute, take them out, clean them with alcohol, and then dry them with nitrogen at a pressure of 0.4 MPa;
[0066] Step (2): Put the molybdenum alloy component 1 into a vacuum heating furnace, and the vacuum degree in the furnace is 1X10 -3 Pa, raise the temperature ...
Embodiment 2
[0071] components to be welded such as figure 2 As shown, the molybdenum alloy component 1 is a hollow cylindrical structure, and the right end surface is provided with a mounting groove. The side end surface is provided with a protrusion matching the installation groove. The molybdenum alloy component 1 is a TZC alloy prepared by powder metallurgy followed by forging, and the tungsten alloy component 2 is WRe3 alloy prepared by powder metallurgy followed by forging.
[0072] Electron beam welding is carried out on the molybdenum alloy component 1 and the tungsten alloy component 2, comprising the following steps:
[0073] Step (1): Soak the molybdenum alloy component 1 and the tungsten alloy component in aqua regia for 4 minutes, take them out, wash them with acetone, and then dry them with nitrogen at a pressure of 0.5 MPa;
[0074] Step (2): Put the molybdenum alloy component 1 into a vacuum heating furnace, and the vacuum degree in the furnace is 2X10 -4 Pa, heat up to...
Embodiment 3
[0079] components to be welded such as figure 2 As shown, the molybdenum alloy component 1 is a hollow cylindrical structure, and the right end surface is provided with a mounting groove. The side end surface is provided with a protrusion matching the installation groove. The molybdenum alloy component 1 is a TZC alloy, which is made by vacuum arc melting, and the tungsten alloy component 2 is a WRe3 alloy, which is made by forging after powder metallurgy preparation.
[0080] Electron beam welding is carried out on the molybdenum alloy component 1 and the tungsten alloy component 2, comprising the following steps:
[0081] Step (1): Soak the molybdenum alloy component 1 and the tungsten alloy component in aqua regia for 1 minute, take them out, clean them with alcohol, and then dry them with nitrogen at a pressure of 0.3 MPa;
[0082] Step (2): Put the molybdenum alloy component 1 into a vacuum heating furnace, and the vacuum degree in the furnace is 5X10 -4 Pa, raise the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More