Manufacturing method of inner pressure pipe type multilayer composite film
A multi-layer composite membrane, manufacturing method technology, applied in chemical instruments and methods, membrane technology, semi-permeable membrane separation, etc. Limits and other issues to achieve the effect of increasing the effective membrane area of filtration, good separation performance, and improving composite fastness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
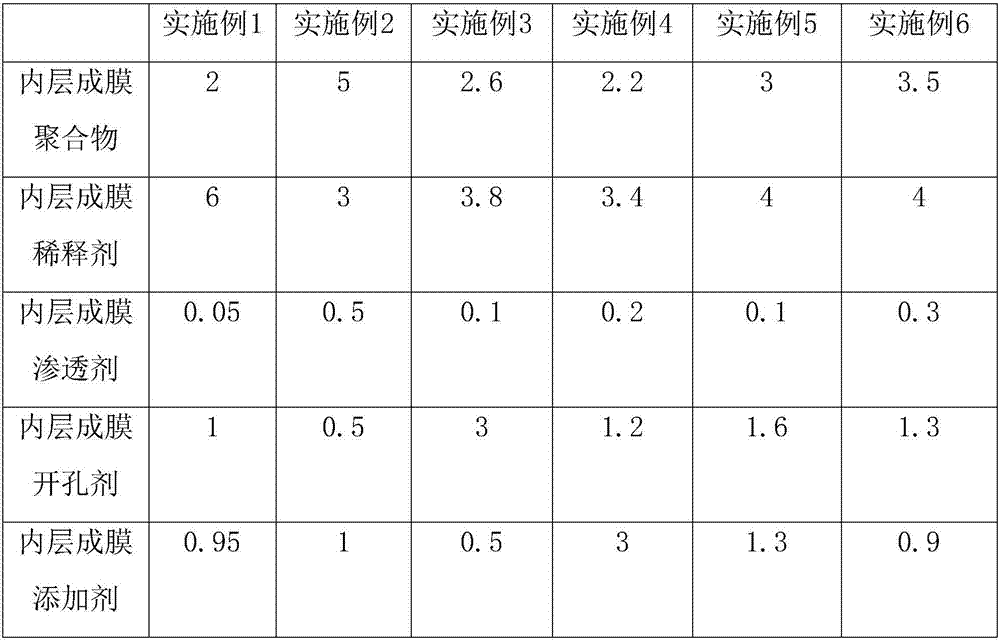
[0039] Raw materials: see Table 1
[0040] Preparation:
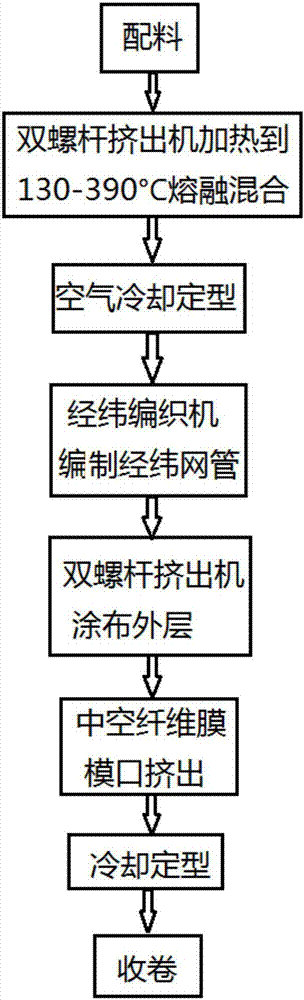
[0041] a. Mix the ingredients in Table 1 evenly and make the inner layer film-forming material by the thermal phase separation method, heat it to 150°C through a twin-screw extruder to melt and mix evenly, and then cool it after extruding through a tubular film inner film die The inner membrane of the tubular membrane;
[0042] B, then adopt warp and weft knitting machine to weave warp and weft net tube on the surface of the inner film that is close to the inner film outside the inner film of tubular membrane, the root number of the warp thread fiber silk of its warp and weft net pipe is 5, and weft thread fiber silk is to adopt 1 The roots are wound, and the spacing is 20 microns; then, a layer of the same film-forming material as the inner layer film is coated on the outer layer of the tubular film inner layer film laminated with the warp and weft network pipe, and the outer layer molding material is obtained by ther...
Embodiment 2
[0046] Raw materials: see Table 1.
[0047] Preparation method: the preparation method of Example 2 is the same as that of Example 1, except that the heating temperature of the twin-screw extruder in step a and step b is 130°C; The number is 15, and the weft fiber is wound with one, and the pitch is 100 microns.
[0048] The penetrant used in Example 2 is penetrant JFC.
[0049] The internal pressure tubular multilayer composite membrane obtained in Example 2 has an outer diameter of 7mm, an inner diameter of 6.5mm, a porosity of 55%, and a membrane separation pore diameter of 0.03 microns. Under the test conditions of 0.1MPa and 25°C, pure water The water flow rate is 950L / m2*hr, and its exposure resistance pressure is ≥1.0MPa.
Embodiment 3
[0051] Raw materials: see Table 1.
[0052] Preparation method: The preparation method of Example 3 is the same as that of Example 1, except that the heating temperature of the twin-screw extruder in step a and step b is 390°C; The number is 30, and the weft fiber is wound with 1, and the pitch is 120 microns.
[0053] The internal pressure tubular multilayer composite membrane prepared in Example 3 has an outer diameter of 7mm, an inner diameter of 6.5mm, a porosity of 62%, and a membrane separation pore diameter of 0.04 microns. Under the test conditions of 0.1MPa and 25°C, pure water The water flow rate is 1050L / m2*hr, and its exposure pressure is ≥0.9MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| verticality | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More