

Free roll bending equipment for super-hybrid composite layer plates and forming method
A composite layer and super-hybrid technology, applied in metal processing and other directions, can solve the problems that the metal layer and the composite material layer cannot be deformed together, the pressure of the blank cannot be guaranteed, and the forming accuracy of the component cannot be guaranteed. The effect of high degree of automation and improved designability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] In the first step, the 2024 aluminum alloy coil with a thickness of 0.3 mm is subjected to degreasing, alkali cleaning, pickling and phosphoric acid anodizing treatment;
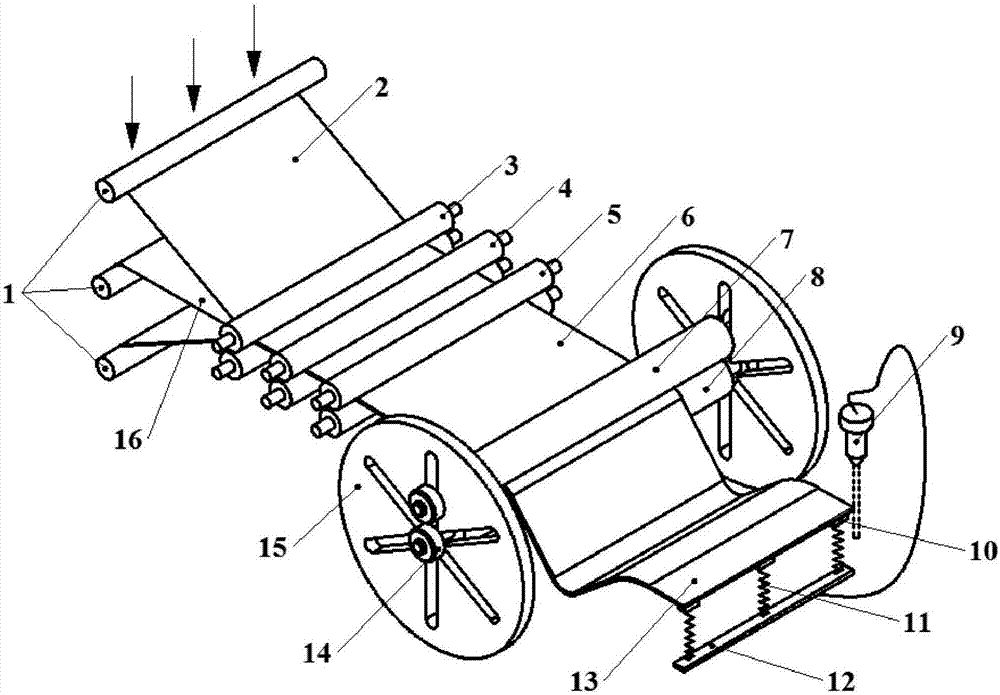
[0049] In the second step, three rolls of surface-treated aluminum alloy coils and two rolls of double-layer glass fiber reinforced epoxy resin prepreg coils (single-layer thickness 0.15mm) are placed on the corresponding feeding rollers according to the interval order ;
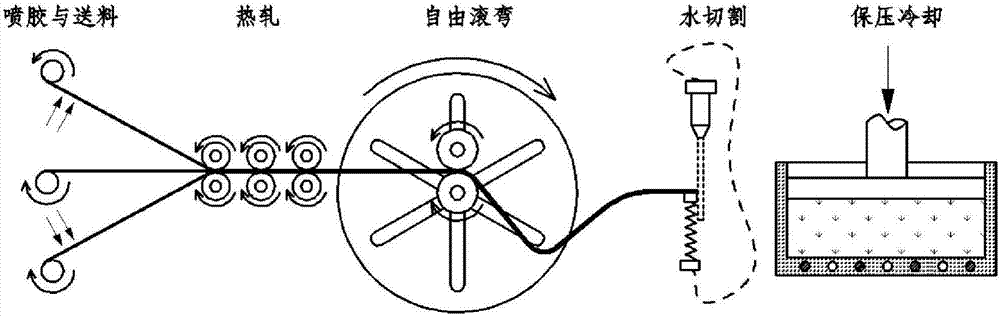
[0050] In the third step, the feed roller rotates at a specific linear speed while the spray gun evenly sprays the epoxy resin dispersed in chloroform on the surface of the aluminum alloy coil that needs to be bonded with the glass fiber reinforced epoxy resin composite material. The amount of spray glue is 40g / m on one side 2 ;
[0051] In the fourth step, after the multi-layer coils are stacked, they are drawn into the continuous three-pass high-temperature rolling station, and the excess glue and air are discharged under high t...
Embodiment 2
[0057] In the first step, the TA2 titanium alloy coil with a thickness of 0.3mm is degreased, pickled and anodized with sodium hydroxide;
[0058] In the second step, three rolls of surface-treated titanium alloy coils, two rolls of double-layer carbon fiber reinforced polyether ether copper prepreg coils (single-layer thickness 0.125mm), four rolls of polyether with a thickness of 0.1mm The ether copper film is set on the corresponding feeding roller shaft according to the interval order;
[0059] In the third step, after the multi-layer coils are stacked, they are drawn into the continuous three-pass high-temperature rolling station, and the excess glue and air are discharged under high temperature and high pressure, so that the layers are completely bonded, and the temperature of the rolls is set at 390 ℃, the rolling pressure is set to 0.6MPa;
[0060] In the fourth step, the composite sheet after the interlayer airtight lamination enters the free bending station, the fix...
Embodiment 3
[0065] In the first step, the 2024 aluminum alloy coil with a thickness of 0.3mm is degreased, alkaline cleaned, pickled and sandblasted;
[0066] In the second step, two rolls of surface-treated aluminum alloy coils and one roll of double-layer glass fiber reinforced epoxy resin prepreg coils (single-layer thickness 0.15mm) are placed on the corresponding feeding rollers in the order of intervals ;
[0067] In the third step, the feed roller rotates at a specific linear speed while the spray gun evenly sprays the epoxy resin dispersed in chloroform on the surface of the aluminum alloy coil that needs to be bonded with the glass fiber reinforced epoxy resin composite material. The amount of spray glue is 40g / m on one side 2 ;
[0068] In the fourth step, after the multi-layer coils are stacked, they are drawn into the continuous three-pass high-temperature rolling station, and the excess glue and air are discharged under high temperature and high pressure, so that the layers...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More