

Liquid crystal polymer thin film and TPX glue blocking film synchronous preparation method
A technology of liquid crystal polymer and adhesive film, which is used in flat products, photovoltaic power generation, household appliances, etc. It can solve the problems of insufficient TPX elongation and TPX film has not yet been found, and achieve low melt strength and easy film blowing. , easy peeling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
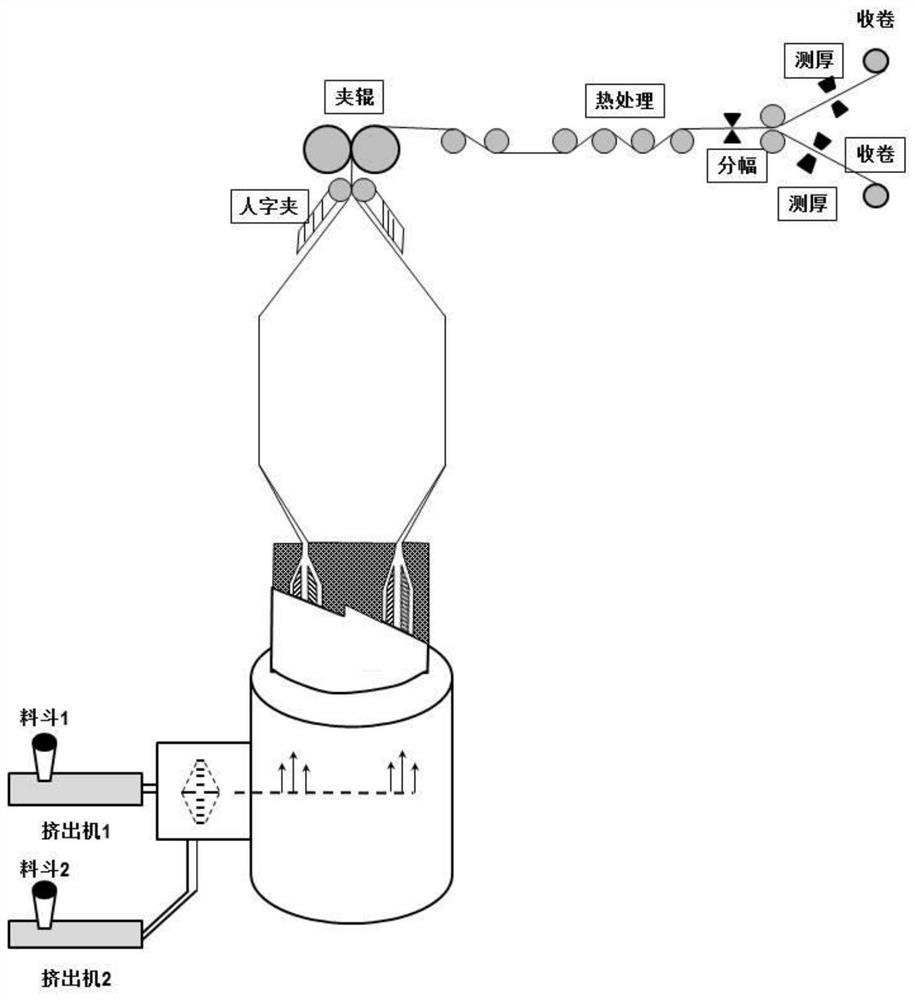
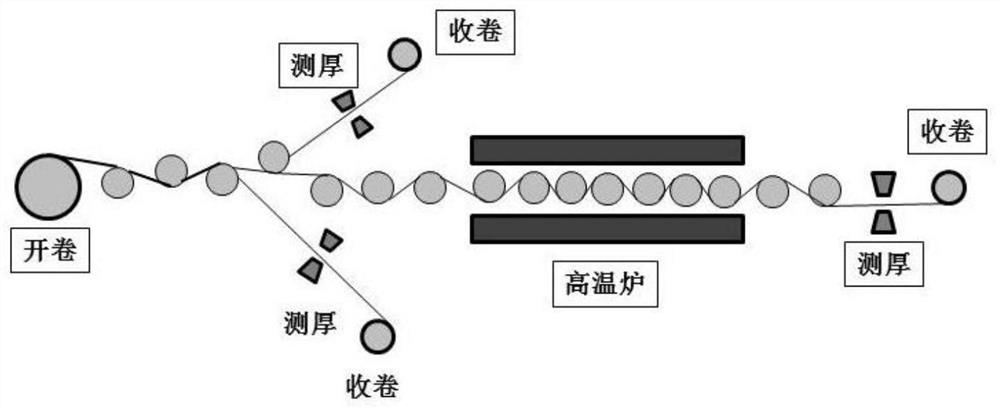
[0032]Add LCP resin (F600BB) into the drying tank of No. 1 extruder, the drying temperature is 150°C, and the drying time is 4 hours; then add TPX resin (the mixture of RT18 and MX002, the mass ratio is 1:1) In the out-of-machine storage tank, the drying temperature is 80°C, and the drying time is 4 hours. The temperature of the No. 1 extruder is 300°C, and the extruder speed is 120rpm; the temperature of the No. Membrane, in which LCP is in the middle layer, TPX is in the surface layer, and the TPX melt is evenly distributed through the distribution block to ensure that the thickness of the two TPX layers is the same, and the pressure of the compressed air used is 0.45MPa. The obtained three-layer co-extruded film was framed, and the temperature of the hot roll was 160° C., and then wound up to obtain two three-layer co-extruded composite film rolls. The obtained three-layer co-extruded composite film roll was peeled off-line. The stripped LCP film is heat-treated in a high...
Embodiment 2
[0034] Add LCP resin (KE100 and C950, mass ratio 2:8) into the drying tank of No. 1 extruder, the drying temperature is 150°C, and the drying time is 4h; then add TPX resin (DX820) into No. 2 extruder In the storage tank, the drying temperature is 80°C and the drying time is 4h. The temperature of No. 1 extruder is 350°C, and the speed of extruder is 100rpm; Membrane, in which LCP is in the middle layer, TPX is in the surface layer, and the TPX melt is evenly distributed through the distribution block to ensure that the thickness of the two TPX layers is the same, and the pressure of the compressed air used is 0.7MPa. The obtained three-layer co-extrusion film was framed, and the temperature of the heat roll treatment was 182° C., and then wound up to obtain two three-layer co-extrusion composite film rolls. The obtained three-layer co-extruded composite film roll was peeled off-line. The stripped LCP film is heat-treated in a high-temperature furnace at a temperature of 250...
Embodiment 3
[0036] Add LCP resin (A5000) into the drying tank of No. 1 extruder, the drying temperature is 150°C, and the drying time is 4 hours; then add TPX resin (RT18) into the storage tank of No. 2 extruder, and the drying temperature is 80°C, drying time is 4h. The temperature of No. 1 extruder is 305°C, and the speed of extruder is 150rpm; Membrane, in which LCP is in the middle layer, TPX is in the surface layer, and the TPX melt is evenly distributed through the distribution block to ensure that the thickness of the two TPX layers is the same, and the pressure of the compressed air used is 0.3MPa. The obtained three-layer co-extruded film was framed, and the temperature of the hot roll was 166° C., and then rewound to obtain two three-layer co-extruded composite film rolls. The obtained three-layer co-extruded composite film roll was peeled off-line. The stripped LCP film is heat-treated in a high-temperature furnace at a temperature of 220°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More