

Method for reducing cracks in titanium-aluminum alloy printed through selective laser melting
A technology of selective laser melting and titanium-aluminum alloy, which is applied in the direction of additive manufacturing and additive processing, can solve the problems that cracks are difficult to eliminate, no obvious progress has been made, and printed parts are easy to crack, so as to achieve thermal stress reduction, high strength, and enhanced The effect of toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] This embodiment provides a method for reducing cracks in selective laser melting printing of Ti-48Al-2Cr-8Nb alloy.
[0034] (1) Using sponge titanium, high-purity aluminum, electrolytic chromium and niobium as raw materials, according to the atomic percentage Ti: 48%, Al: 48%, Nb: 8%, Cr: 2%, after repeated melting, casting diameter 40mm Ti-48Al-2Cr-8Nb bar stock;
[0035] (2) Under the protection of 99.95% high-purity argon gas, prepare spherical powder through induction atomization equipment without a crucible, and mechanically screen the powder within the range of 20-63 μm;
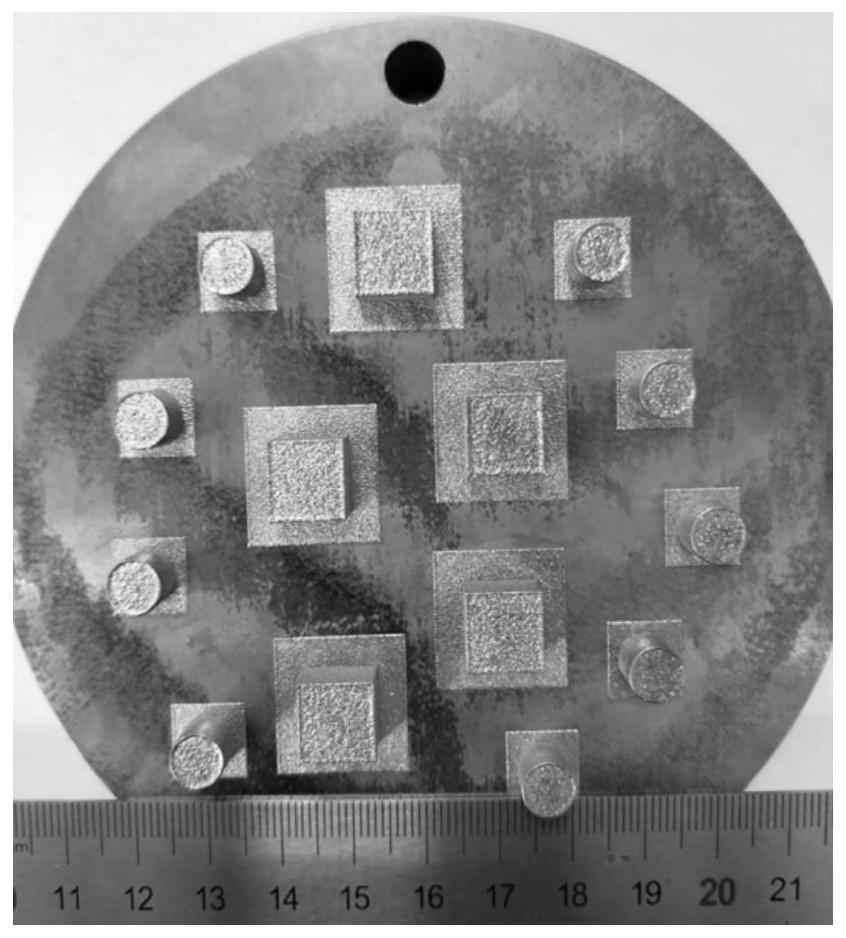
[0036] (3) Use a laser power of 170W, a scanning speed of 1100mm / s, a scanning distance of 85μm, a powder layer thickness of 40μm, and a laser scanning path set to multiple bending paths that are parallel to each other and aligned end to end and connected. Under this process parameter, the 3D model slicing of printed parts;
[0037] (4) Under the protection of high-purity argon gas, the gas i...
Embodiment 2
[0039] This embodiment provides a method for reducing cracks in selective laser melting printing of Ti-47Al-6Nb alloy.
[0040] (1) Using sponge titanium, high-purity aluminum and niobium as raw materials, according to the atomic percentage Ti: 47%, Al: 47%, Nb: 6%, after repeated melting for many times, cast a Ti-47Al-6Nb bar with a diameter of 40mm;
[0041] (2) Under the protection of argon, spherical powder is prepared by non-crucible induction atomization equipment, and the powder within the range of 20-63 μm is mechanically screened;
[0042] (3) Use a laser power of 180W, a scanning speed of 1000mm / s, a scanning distance of 90μm, a powder layer thickness of 40μm, and a laser scanning path set to multiple bending paths that are parallel to each other and aligned end to end and connected. Under this process parameter, the 3D model slicing of cuboid and stretched parts;
[0043] (4) Under the protection of high-purity argon gas, the gas is washed until the oxygen content ...
Embodiment 3
[0045] This example provides a failure case of reducing cracks in selective laser melting printing Ti-45Al-10Nb alloy.
[0046] (1) Using sponge titanium, high-purity aluminum and niobium as raw materials, according to the atomic percentage Ti: 45%, Al: 45%, Nb: 10%, after repeated melting for many times, cast a Ti-45Al-10Nb bar with a diameter of 40mm;
[0047] (2) Under the protection of argon, spherical powder is prepared by induction atomization equipment without a crucible, and the powder within the range of 10-63 μm is mechanically screened;
[0048] (3) Use a laser scanning speed of 1000mm / s, a scanning distance of 80μm, a powder layer thickness of 40μm, a laser power of 110W-155W, and a gradient of 5W. The corresponding serial numbers are 1-10. Under this process parameter, the cuboid Slice the 3D model;
[0049] (4) Under the protection of high-purity argon gas, the gas is washed until the oxygen content is lower than 300ppm. After the powder is preheated to 100°C, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More