

Process for preparation formation of nonasbestos fibre enhanced latex sealing plate
A non-asbestos fiber and sealing gasket technology, which is applied in the field of fiber-reinforced rubber elastomer composite material manufacturing process, can solve pollution and other problems, and achieve the effect of good chemical corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment
[0029] Specific embodiments of the present invention are now described in the following:
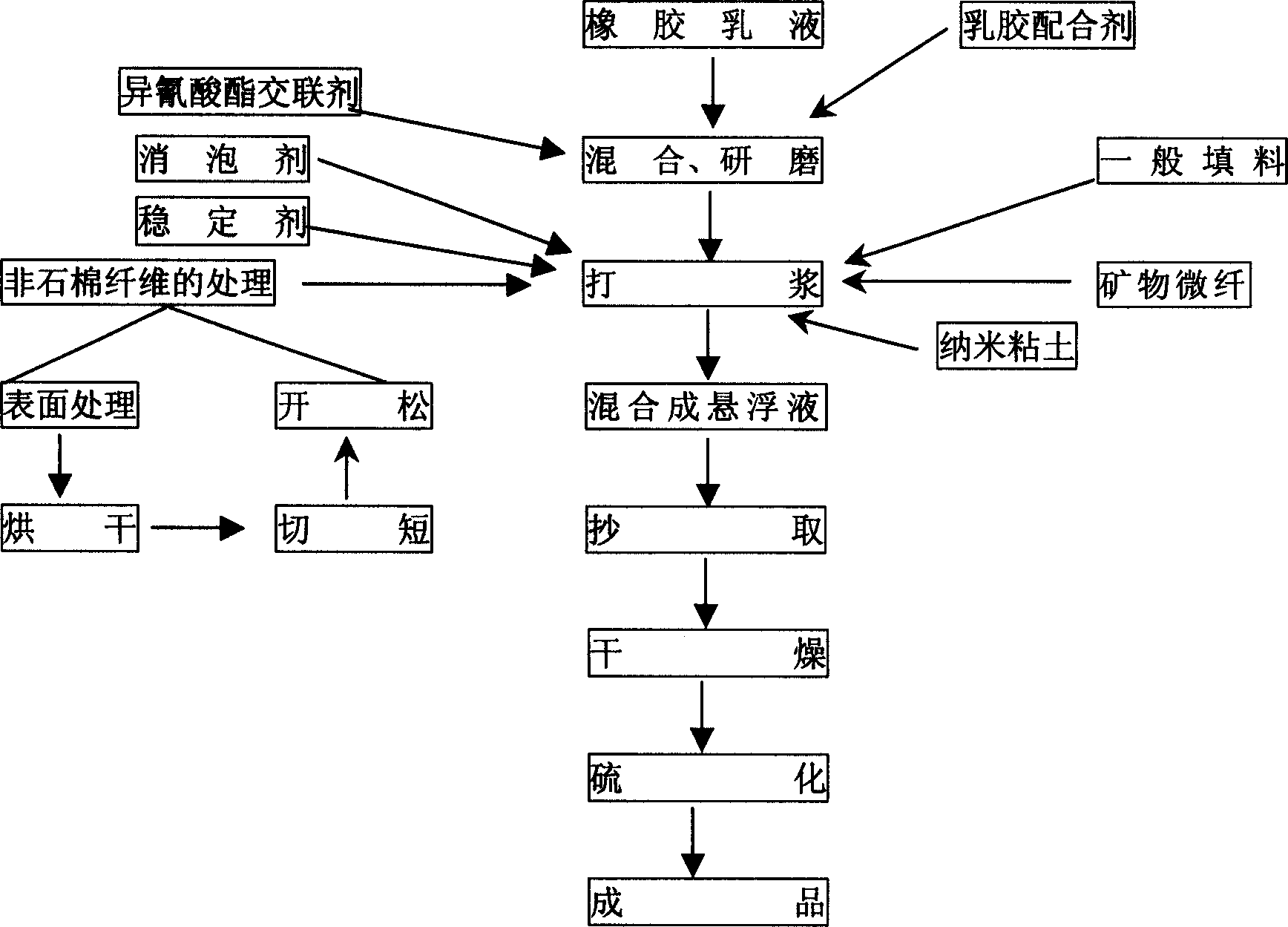
[0030] The molding process flow chart of the non-asbestos reinforced latex gasket plate of the present invention can be found in figure 1 , each step in the technological process of the inventive method is described as follows:
[0031] a. Treatment of non-asbestos fibers:
[0032] ①Shortening of fibers
[0033] The shortening of non-asbestos fibers should be controlled and the initial aspect ratio L / D should be 100-200. Different types of fibers have large differences in strength and toughness. For inorganic non-asbestos fibers with poor toughness, such as glass fiber, slag wool, titanate fiber, etc., the initial length-to-diameter ratio is preferably 200; and for organic fibers with excellent toughness, such as polysulfone fiber, aramid fiber, and Apmoc, etc. For fiber, it is better to choose 100-120, otherwise it will cause difficulty in uniform dispersion with rubber and filler d...
Embodiment 1
[0048] Embodiment one: in the present embodiment, the components of the non-asbestos fiber-reinforced latex gasket sheet and their proportioning ratio (percentage by dry mass) are as follows:
[0049] Formula A
[0050] Aramid pulp 13.00%
[0051] Glass fiber (L / D=200) 12.00%
[0052] Fibrous sepiolite 25.00%
[0053] Natural Rubber Emulsion 20.00%
[0055] Antiager D 0.20%
[0056] Casein 0.13%
[0057] Potassium hydroxide 0.03%
[0058] Lanolin 0.04%
[0059] Accelerator TMTD 0.18%
[0060] Sulfur 0.20%
[0061] Water-dispersible blocked isocyanate emulsion 2.02%
[0062] Nanoclay 5.00%
[0064] Calcium Carbonate 7.00%
[0065] Talc 5.00%
[0066] Diatomaceous earth 5.00%
[0067] A total of 50Kg (dry mass) of the above-mentioned components is taken according to the above wet molding process to obtain the non-asbestos fiber reinforced latex gasket plate of the present invent...
Embodiment 2
[0072] Embodiment two: in the present embodiment, each component of non-asbestos fiber reinforced latex gasket plate and its proportioning (dry mass percentage) are as follows:
[0073] Formula B
[0074] Kevlar pulp 10.00%
[0075] Glass fiber (L / D=200) 12.00%
[0076] Carbon fiber (L / D=160) 5.00%
[0077] Fibrous sepiolite 25.00%
[0078] Nitrile Rubber Emulsion 15.00%
[0079] Carboxylated styrene-butadiene emulsion 5.00%
[0081] Antiager D 0.20%
[0082] Casein 0.02%
[0083] Lanolin 0.10%
[0084] Accelerator ZDC 0.20%
[0085] Sulfur 0.30%
[0086] Water-dispersible blocked isocyanate emulsion 2.52%
[0087] Nanoclay 5.00%
[0089] Calcium Carbonate 7.00%
[0090] Talc 4.00%
[0091] Diatomaceous earth 4.00%
[0092] 50Kg (dry mass) of the above-mentioned components is obtained according to the above wet-process molding process to obtain the non-asbestos fiber rein...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More