[0005] The relatively high silicon content of aluminum casting alloys increases the difficulty with which they are machined and has required the use of a
machining fluid, typically a
liquid based fluid. The purpose and goal of this invention is to accomplish dry machining of certain compositionally-modified aluminum alloy castings without damage of the part and with tool life that is comparable to fluid lubricated and cooled machining. This invention provides a synergistic improvement in dry machining of such castings by using a combination of a relatively small amount of soft-
metal additive in the cast alloy and a carbon-coated
cutting tool. Such combinations have provided benefits in dry machining tool life that were unforeseen from optimized use of either practice alone.
[0006] The invention uses a
cutting tool, such as a
drill, that has a durable carbon-based
coating on the cutting or working surfaces. The combination of the aluminum
alloy composition and the coated
cutting tool permits practical dry machining of aluminum castings with relatively small amounts of dry machining additive and long tool life. Indeed, preferred combinations of
soft metal additive-containing aluminum alloys and
tungsten carbide cutting tools with carbon-based coatings have demonstrated surprisingly successful dry machining benefits.
[0007] In accordance with the invention, suitable silicon-containing, aluminum casting alloys are modified to contain relatively small amounts of certain finely dispersed elements that are softer and lower melting than the aluminum casting alloy matrix material, and which significantly increase the
machinability of surfaces of a casting into which they are incorporated. These elements include
bismuth,
indium, lead and
tin and one or more of them may be added to the casting alloy. These
lubricity-imparting additives are not very soluble in the solidified aluminum-rich matrix phase of the castings although they may combine with alloying constituents such as
magnesium. Thus, they are dispersed as very small, globular bodies in the cast metallurgical
microstructure. And in this form, the dispersed phase of low melting elements surprisingly enables drilling and other
metal removal machining of surfaces of the casting without the use of machining fluids. Sufficiently low amounts of one or more of soft elements are added to the casting alloy so that the dispersed, relatively low melting, soft phase (either as a pure additive phase or mixed with another constituent of the alloy in a low melting phase) is present in the
solid casting more or less uniformly through the casting, and surfaces of choice can be machined regardless of the position of the
machined surface.
[0008] Aluminum casting alloys typically contain a significant amount of silicon to increase the fluidity of the molten phase for castablity and
mold filling.
Silicon is also added to reduce the
thermal expansion of the casting, as well as to increase its
corrosion and
wear resistance. The silicon content of aluminum alloys for casting may range from about four percent to about eighteen percent by weight of the cast alloy. Aluminum casting alloys for automotive and other applications such as
aerospace also contain suitable amounts of one or more of
copper, iron,
manganese and / or
magnesium for
solid solution strengthening and for formation of strengthening phases. Other alloying constituents or impurities such as
nickel,
zinc,
titanium,
chromium and
rare earth elements may also be present in the casting alloy to enhance the physical properties of a cast product.
[0009] But in accordance with this invention, small additions of one or more of
bismuth,
indium, lead and / or
tin are made to these casting alloys to enable dry machining of the castings. Typically a total of at least about 0.03% by weight of low melting elements, alone or in combination, is added to the melt before casting. The minimum amount of the additive depends on the casting composition, its
microstructure, and on the selected additive(s). Preferably the total addition of one or more of these soft,
lubricity-imparting elements does not exceed about two percent by weight of the casting so that the other properties of the casting are not significantly altered.
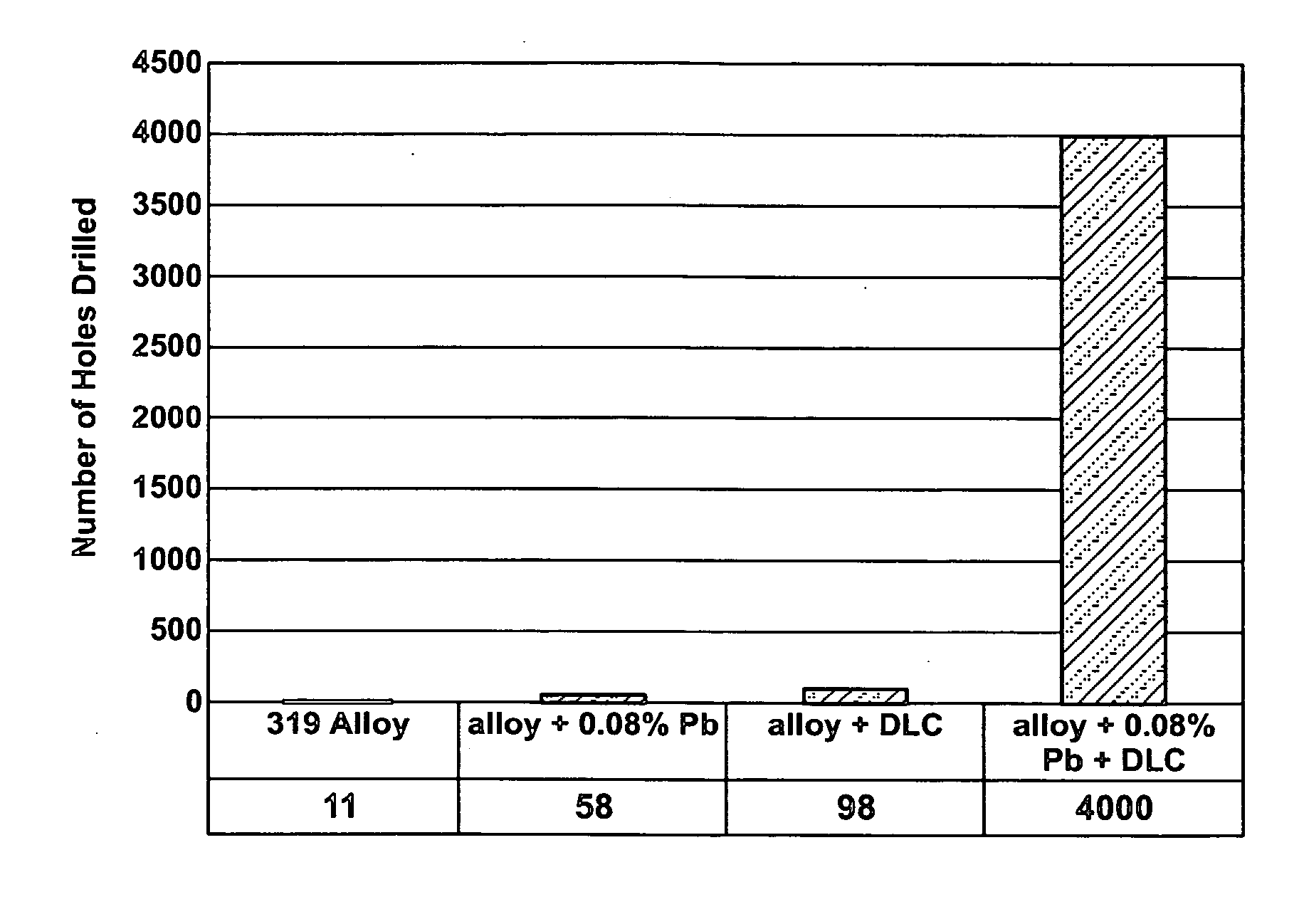
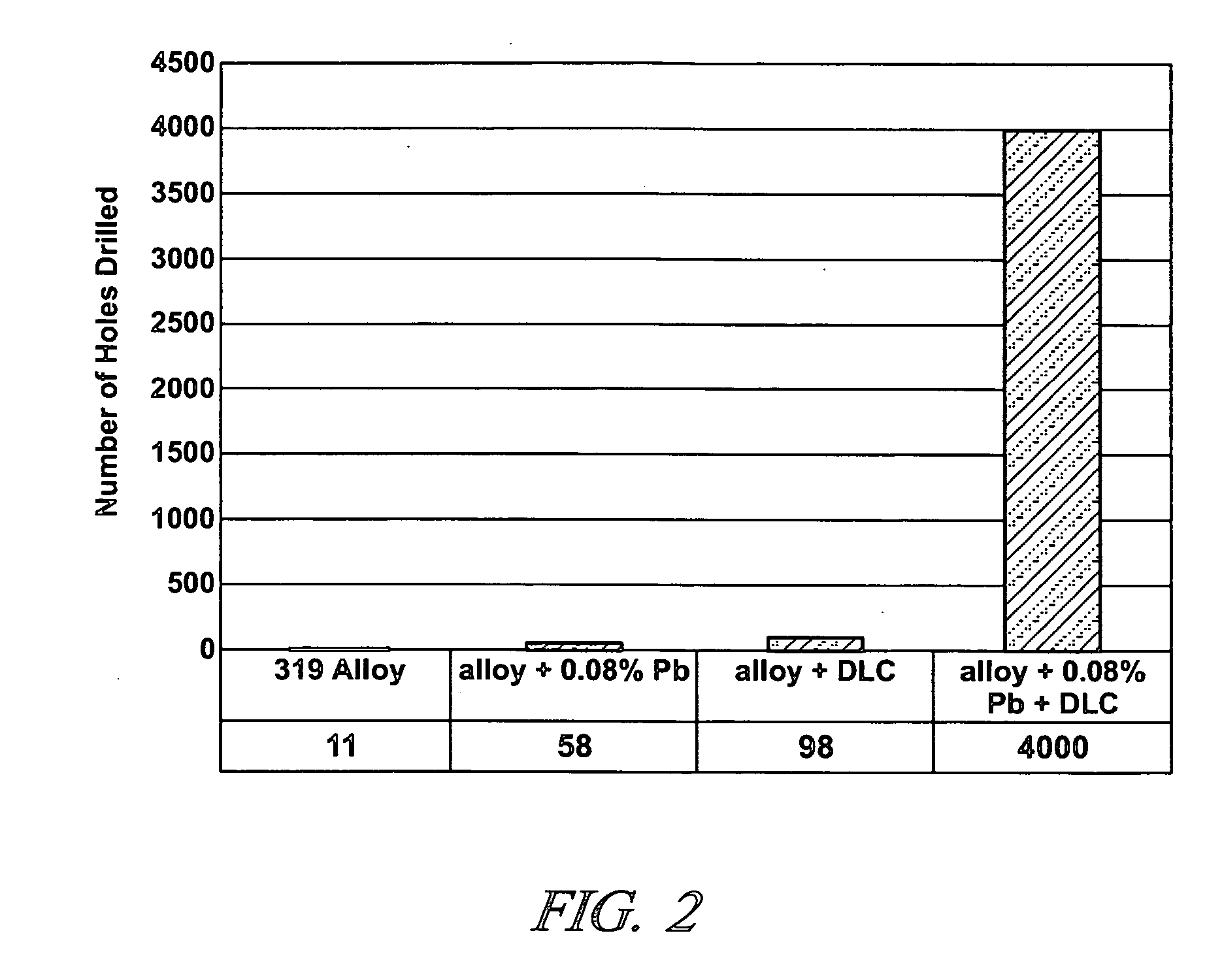
[0010] In general it is preferred to use
tungsten carbide cutting tools in dry machining operations of this invention for a suitable combination of durability and cost. The cutting surfaces of the cutting tools are coated with a carbon-based material in dry machining of aluminum castings. For example, it is preferred to perform the machining using
tungsten carbide drills that are coated with
a diamond-like
carbon coating (DLC, a combination of particles of sp2 and sp3 molecularly bonded carbon atoms) or with
microcrystalline diamond particles (sp3 bonded). The use of such coated carbide cutting tools often permits dry machining of aluminum castings with a smaller amount of the soft
metal additive(s) in the cast alloy.



 Login to View More
Login to View More