

Compostable or Biobased Foams
a biobased foam and compostable technology, applied in the field of compostable or biobased material compositions, can solve the problems of undesirable molded foam parts, high molecular weight, and pre-expanded beads that are not properly matured, and achieve the effect of increasing molecular weight and crystallinity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example # 1
Example #1
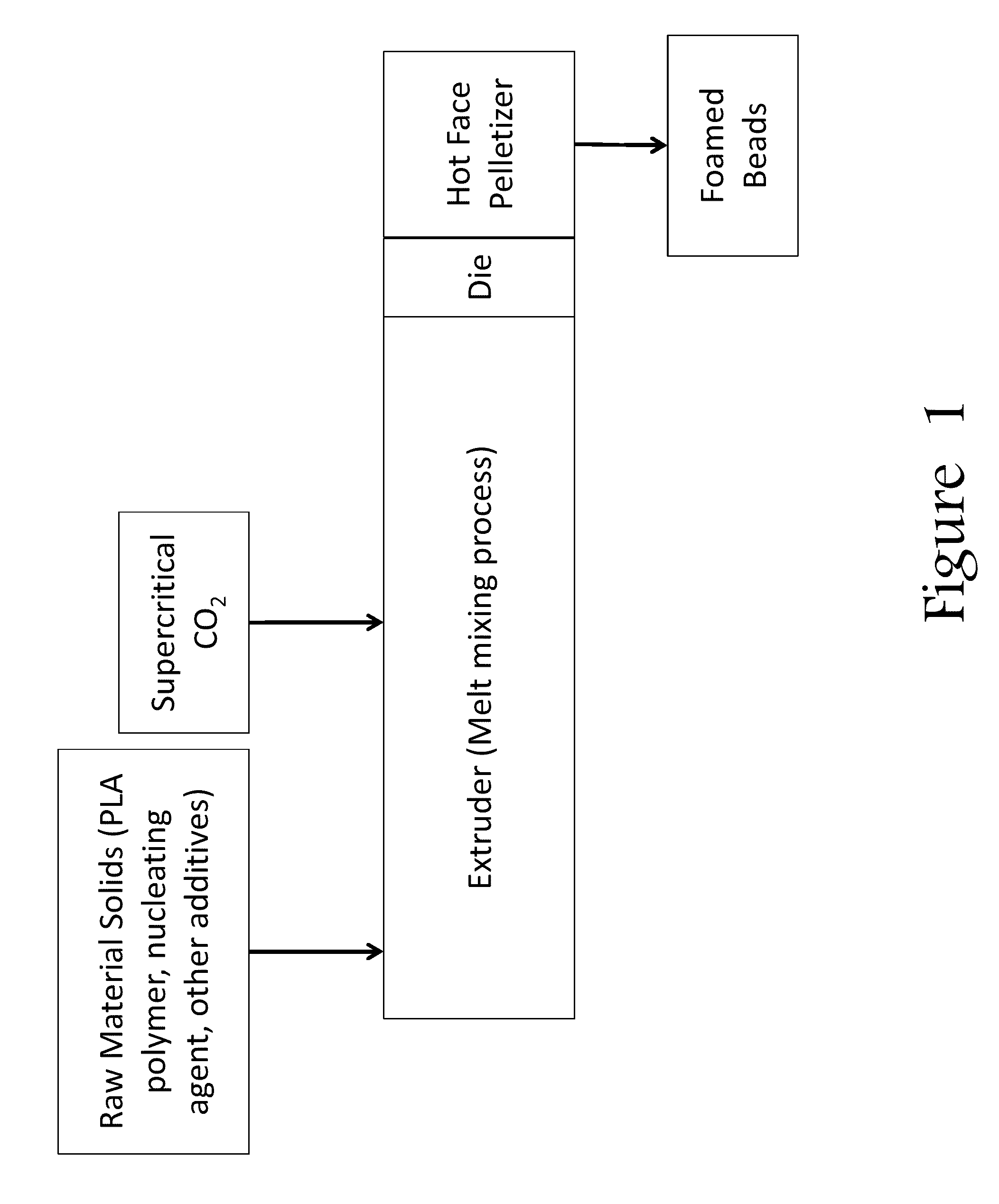
[0076]A dry mix blend of plastics was produced consisting of approximately 97% by weight of NatureWorks Ingeo 8051D polylactic acid (PLA), approximately 2% by weight of Clariant CESA-extend OMAN698498 styrene-acrylic multifunctional oligomeric reactant, and approximately 1% by weight of Cereplast ECA-023 talc masterbatch. The dry mix of pellets was fed gravimetrically into the feed throat section of the twin-screw extruder. The feed rate for the solids was set to 3.5 kg / hr (7.7 lbs / hr), and the screws were rotating at 40 rpm. Supercritical carbon dioxide (CO2) was injected into the plastic melt in the fourth barrel section at 10 g / min. A single strand die with a 3 mm opening was bolted to the end of the extruder.
[0077]Initially a flat temperature profile at 210° C. was used. Upon start up, the extrudate was hotter than 200° C.; however, at this high temperature, the extrudate was poorly foamed, exhibited low melt strength, and lacked the viscosity to hold onto the blowing ...
example # 2
Example #2
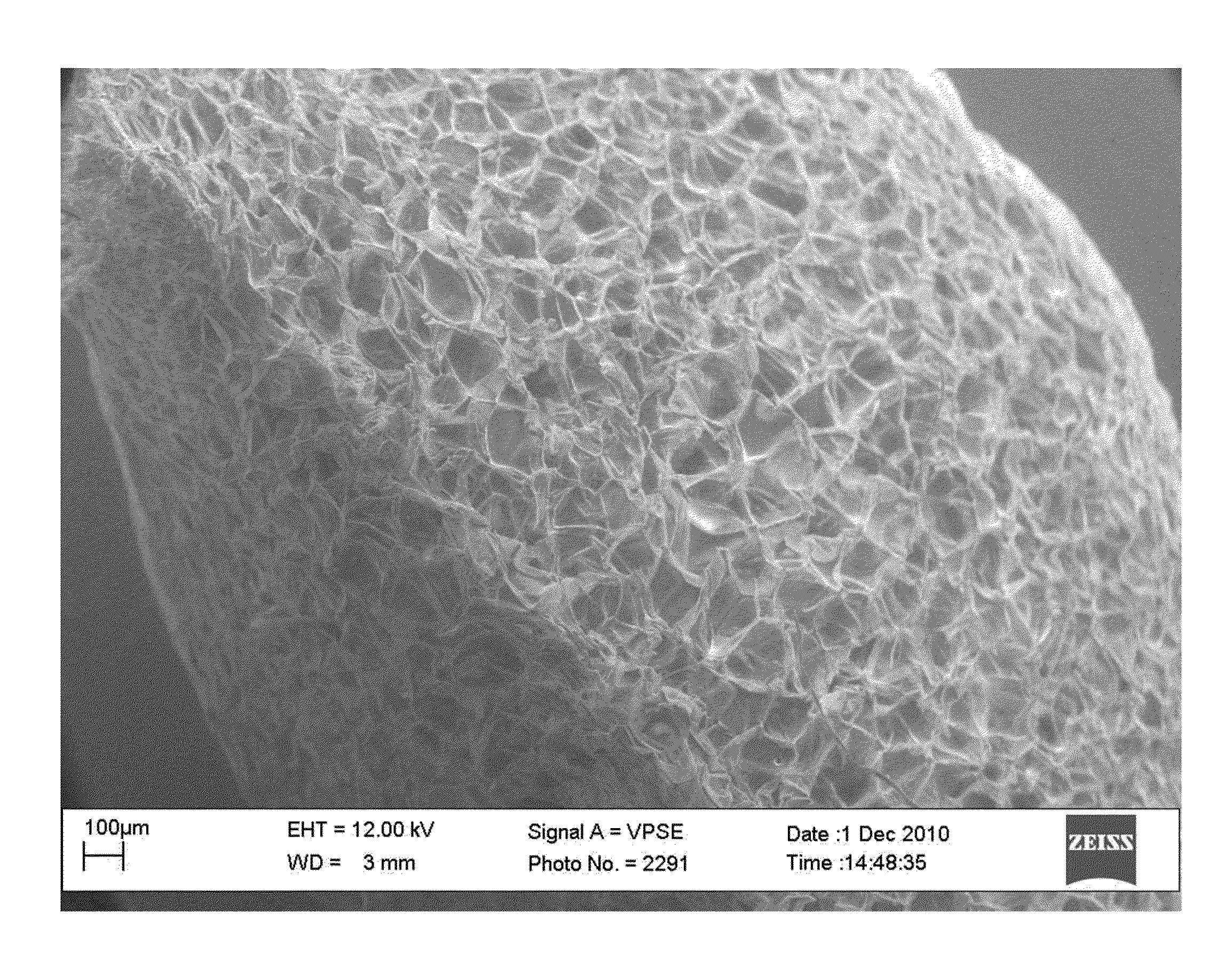
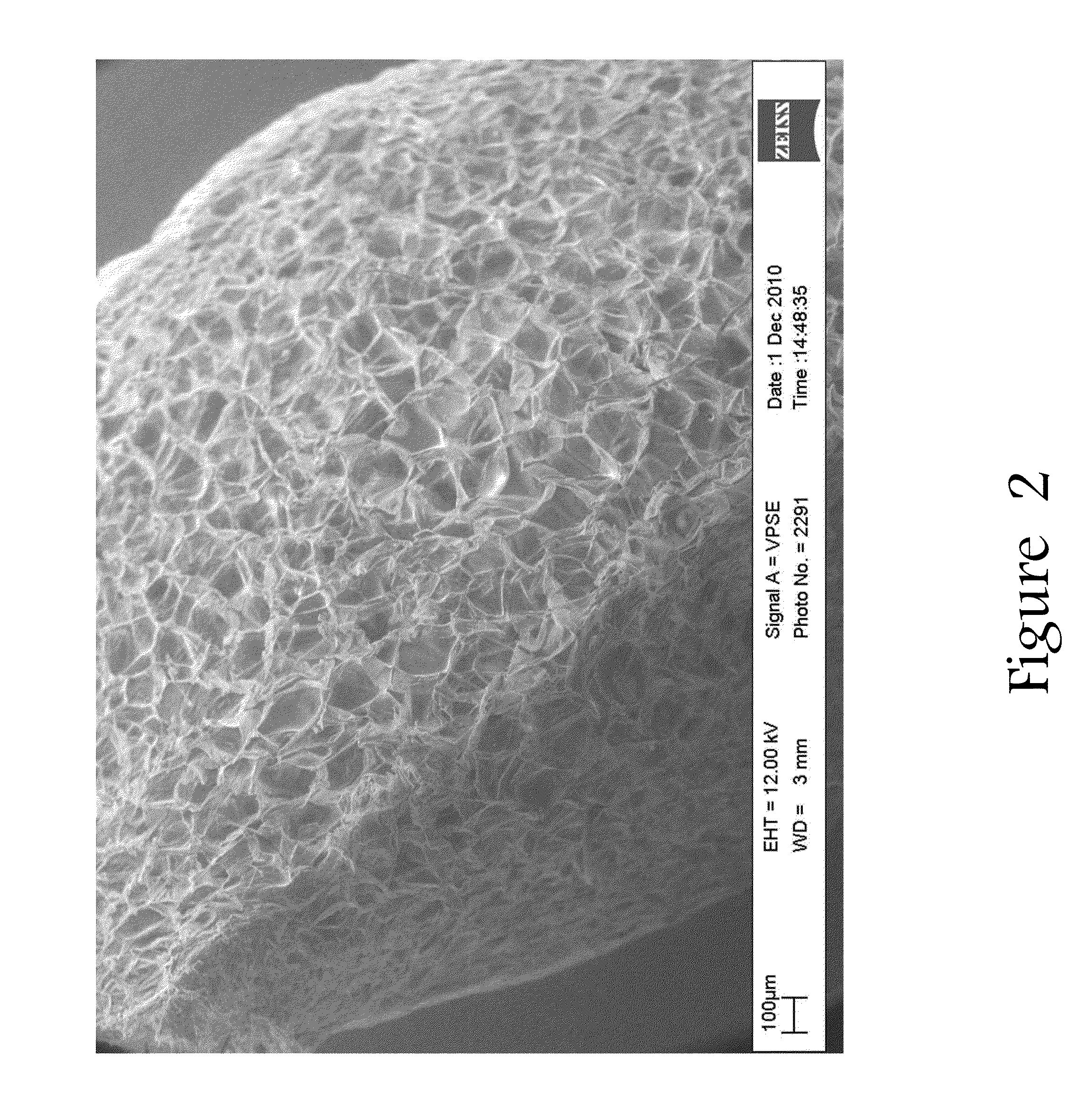
[0078]The process described in Example #1 was followed and improved to include a pelletizing operation at the die face. An off-axis, two-blade pelletizer was mounted to the extruder and die assembly. Foamed beads were cut at the face of the die with a pelletizer operating at 1500 rpm. The foamed beads were free flowing and did not stick together. The surface of the foamed beads was complete and did not exhibit open or broken cells. The density of the foamed beads was less than 0.04 g / cm3 (2.5 lb / ft3), and the bead diameter was approximately 10 mm.
example # 3
Example #3
[0079]The process described in Example #1 was modified to replace the 3 mm single strand die, with an eight-hole die having 0.8 mm die openings. The new die included an adapter section that added one heating zone before the die. The pelletizing system was changed to an on-axis, two-blade cutting system, operating at 2500 rpm. The feed rate of the dry blend of resin, chain extender, and talc masterbatch was decreased to 2.3 kg / hr (5 lbs / hr). The final process temperature profile during production of low density foam was adjusted to 210° C., 199° C., 177° C., 155° C., 115° C., 115° C., 115° C., 115° C., 115° C., 130° C., and 135° C. across the extruder and die. The extruder screws operated at 25 rpm. The feed rate of supercritical CO2 was 7.0 g / min at a pressure of about 10.3 MPa (1500 psi).
[0080]The melt pressure during operation of the extruder was about 15.8 MPa (2300 psi) behind the die. The foamed beads produced had a diameter in the range of 2 mm to 5 mm with a density...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More