

Ceramic reinforced metal matrix composite welding layer plasma overlaying preparation method
A metal matrix composite, plasma stack technology, applied in the direction of plasma welding equipment, metal processing equipment, welding equipment, etc., can solve the problems of confinement of external powder feeding space, destruction of plasma flame stability, etc., to improve utilization rate and reduce defects trend, reducing the effect of direct burning loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
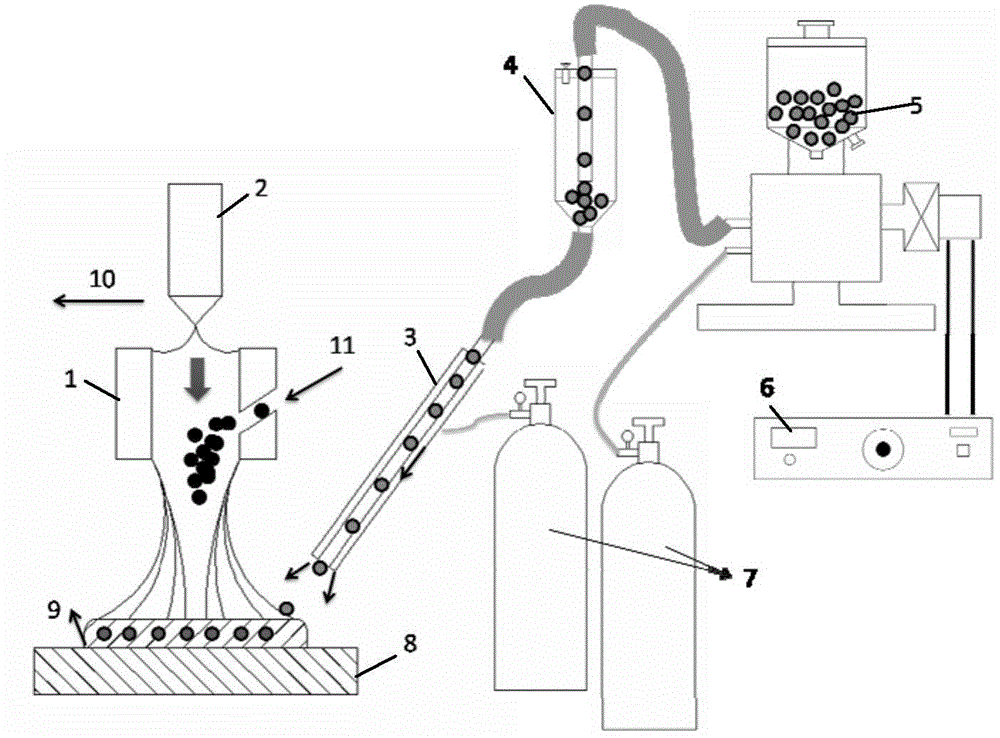
[0021] Example 1: For the silicon carbide reinforced cobalt-based system, the plasma surfacing welding transfer arc current is 130A, the non-arc voltage is DC25v, the diameter of the tungsten electrode 2 is 4mm, the swing amplitude of the welding torch is 22mm, the swing frequency of the welding torch is 22c / min, and the welding torch walks The speed is 45mm / min, such as figure 1 Shown is the torch head walking direction 10, the distance between the workpiece to be welded and the torch nozzle 1 is 8mm, the argon gas flow rate for conveying the metal alloy powder is 5L / min, the powder feeding rate of the synchronous powder feeder is 10g / min, and the external powder feeder The powder feeding rate is 5g / min, the ion gas argon flow rate is 3L / min, and the shielding gas argon flow rate is 6L / min (both the welding torch and the external powder feeding pipe pass shielding gas to protect the molten pool). The flow rate of argon gas for external powder delivery is 5L / min, the distance ...
Embodiment 2
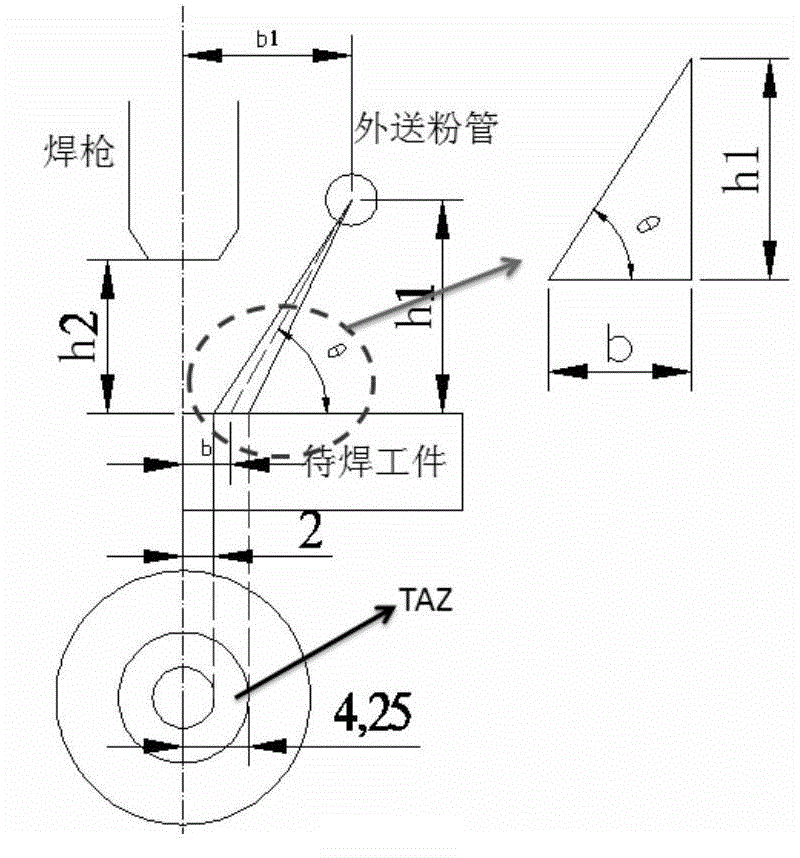
[0022] Example 2: For silicon carbide reinforced nickel-based system, plasma surfacing welding transfer arc current is 120A, non-arc voltage is DC25v, tungsten pole diameter is 4mm, welding torch swing is 22mm, welding torch swing frequency is 22c / min, welding torch travel speed The distance between the workpiece to be welded and the nozzle of the welding torch is 10mm, the argon gas flow rate for conveying the metal alloy powder is 5L / min, the powder feeding rate of the synchronous powder feeder is 20g / min, and the powder feeding rate of the external powder feeder is 10g / min, the flow rate of ion gas argon is 3L / min, and the flow rate of shielding gas argon is 6L / min (both the welding torch and the external powder delivery pipe pass shielding gas to protect the molten pool). The flow rate of argon gas for external powder delivery is 5L / min, the distance h1 between the nozzle center of the external powder delivery pipe and the workpiece to be welded is 12mm, and the distance b...
Embodiment 3
[0023] Embodiment 3: For the same material system and process parameters as in Embodiment 1, the difference is that silicon carbide not coated by electroless plating is selected for a comparative test. The microstructure of the prepared solder layer is shown in Figure 5 shown. It shows that silicon carbide without coating treatment can not prepare chromium carbide reinforced composite welding layer well, and the carbides generated are mainly at the top of the welding layer, and the distribution is uneven. Example 3 shows that silicon carbide is processed by electroless plating coating Important means in the method of the present invention.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More