

Connecting method for tungsten alloy and molybdenum alloy
A connection method, molybdenum alloy technology, applied in welding medium, welding equipment, welding equipment and other directions, to achieve the effect of promoting mutual diffusion, promoting promotion, and shortening the connection process cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
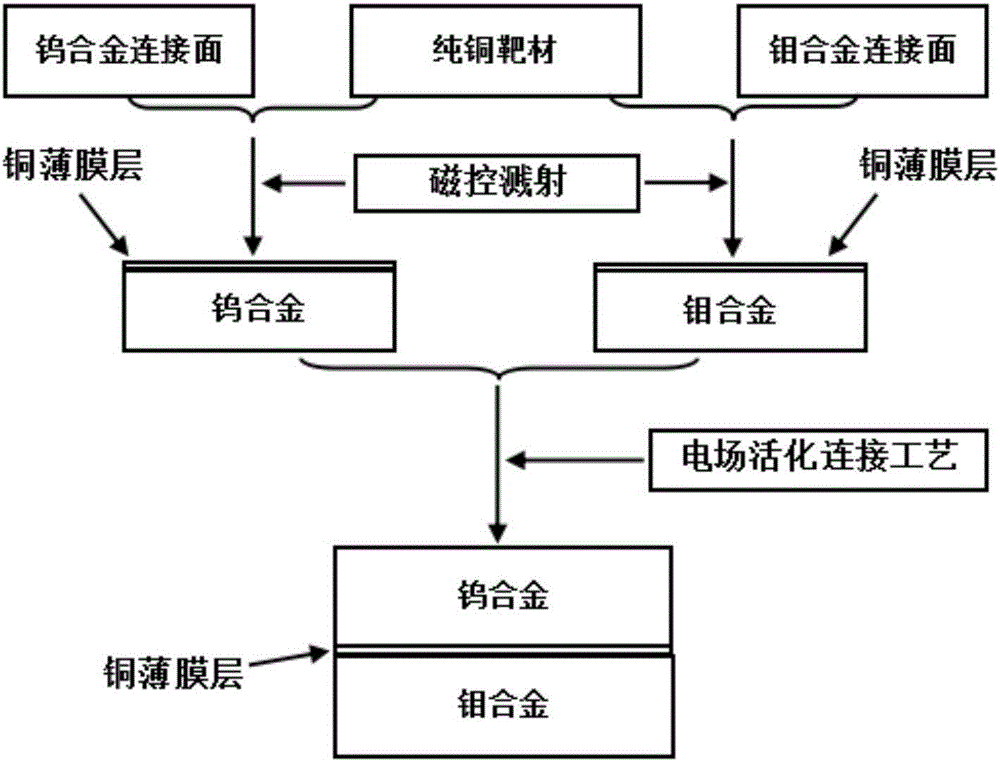
[0028] figure 1 It is the process flow diagram of the ultra-thin copper thin film intermediate layer of the present invention. The tungsten alloy to be welded is a 93W4Ni3Fe tungsten alloy with a size of Φ25mm×8mm, and the molybdenum alloy to be welded is a Mo1 molybdenum alloy with a size of Φ25mm×8mm. The ultra-thin copper film is deposited by magnetron sputtering, and the film thickness is 0.4μm. is 600°C. Diffusion welding process conditions are: welding temperature 700 ℃, welding pressure 20MPa, holding time 900s.
[0029] The specific steps are as follows:
[0030] 1. Machining and surface cleaning of raw materials tungsten alloy and molybdenum alloy:
[0031] Use an ultra-precision surface grinder to process tungsten alloy and molybdenum alloy into round sheets. Before welding, use 600#, 1000#, 1500#, 2000# SiC sandpaper to polish the surface to be welded of the round sheet, and then use a high-precision polishing machine to polish the polished surface. For polishin...
Embodiment 2
[0045] The tungsten alloy to be welded is a 93W4Ni3Fe tungsten alloy with a size of Φ25mm×8mm, and the molybdenum alloy to be welded is a Mo1 molybdenum alloy with a size of Φ25mm×8mm. The ultra-thin copper film is deposited by magnetron sputtering, and the film thickness is 0.8μm. is 600°C. Diffusion welding process conditions are: welding temperature 700 ℃, welding pressure 20MPa, holding time 900s.
[0046] The specific steps are as follows:
[0047] 1. Machining and surface cleaning of raw materials tungsten alloy and molybdenum alloy:
[0048] Use an ultra-precision surface grinder to process tungsten alloy and molybdenum alloy into round sheets. Before welding, use 600#, 1000#, 1500#, 2000# SiC sandpaper to polish the surface to be welded of the round sheet, and then use a high-precision polishing machine to polish the polished surface. For polishing, put the polished tungsten alloy and molybdenum alloy into an organic solvent, and use an ultrasonic cleaning machine to...
Embodiment 3
[0056] The tungsten alloy to be welded is a 93W4Ni3Fe tungsten alloy with a size of Φ25mm×8mm, and the molybdenum alloy to be welded is a Mo1 molybdenum alloy with a size of Φ25mm×8mm. The ultra-thin copper film is deposited by magnetron sputtering, and the film thickness is 0.4μm. is 600°C. Diffusion welding process conditions are: welding temperature 750°C, welding pressure 20MPa, holding time 900s.
[0057] The specific steps are as follows:
[0058] 1. Machining and surface cleaning of raw materials tungsten alloy and molybdenum alloy:
[0059] Use an ultra-precision surface grinder to process tungsten alloy and molybdenum alloy into round sheets. Before welding, use 600#, 1000#, 1500#, 2000# SiC sandpaper to polish the surface to be welded of the round sheet, and then use a high-precision polishing machine to polish the polished surface. For polishing, put the polished tungsten alloy and molybdenum alloy into an organic solvent, and use an ultrasonic cleaning machine to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Joint shear strength | aaaaa | aaaaa |
| Joint shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More