Auxiliary agent for laser welding, application thereof and welding method
A technology of laser welding and auxiliary agent, applied in the direction of laser welding equipment, welding medium, welding equipment, etc., can solve the problem of poor weld quality, achieve the effect of improving the number of pores and reducing the generation of pores
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Embodiment 1 A kind of auxiliary agent for laser welding (1)
[0034] It consists of the following raw materials in parts by weight: 40 parts of copper oxide (CuO), 9 parts of aluminum (Al), calcium fluoride (CaF 2 ) 22 parts, calcium carbonate (CaCO 3 ) 27 copies.
[0035] According to the above mass percentage, CuO, Al, CaF 2 , CaCO 3 The powder is mixed evenly, the particle size is in the range of 100-300 mesh, and it is spherical or spherical powder.
Embodiment 2
[0036] Application of embodiment 2 laser welding auxiliary agent
[0037] In the embodiment of the present invention, the aluminum bronze is a QAL9-4 plate, and the sample size is 80mm×80mm×10mm.
[0038](1) Mix the 302 adhesive acrylate and the curing agent (modified amine) according to the volume ratio of 1:1 to obtain the adhesive, and then mix the adhesive with the auxiliary agent for laser welding prepared in Example 1 by volume Mix at a ratio of 1:1, stir evenly to obtain 1 portion of paste-like mixture;
[0039] (2) Finely grind the aluminum bronze to be welded, and then use HNO 3 +H 2 The mixed solution of O is pickled to remove the oxide layer on the surface, and then cleaned with acetone;
[0040] (3) Apply the paste mixture prepared in step (1) evenly on the position of the titanium alloy to be welded, with a thickness of about 1 mm;
[0041] (4) After the paste mixture was allowed to stand for 10 minutes to solidify, underwater wet laser welding was performed. ...
Embodiment 3
[0045] Embodiment 3 Welding quality detection experiment
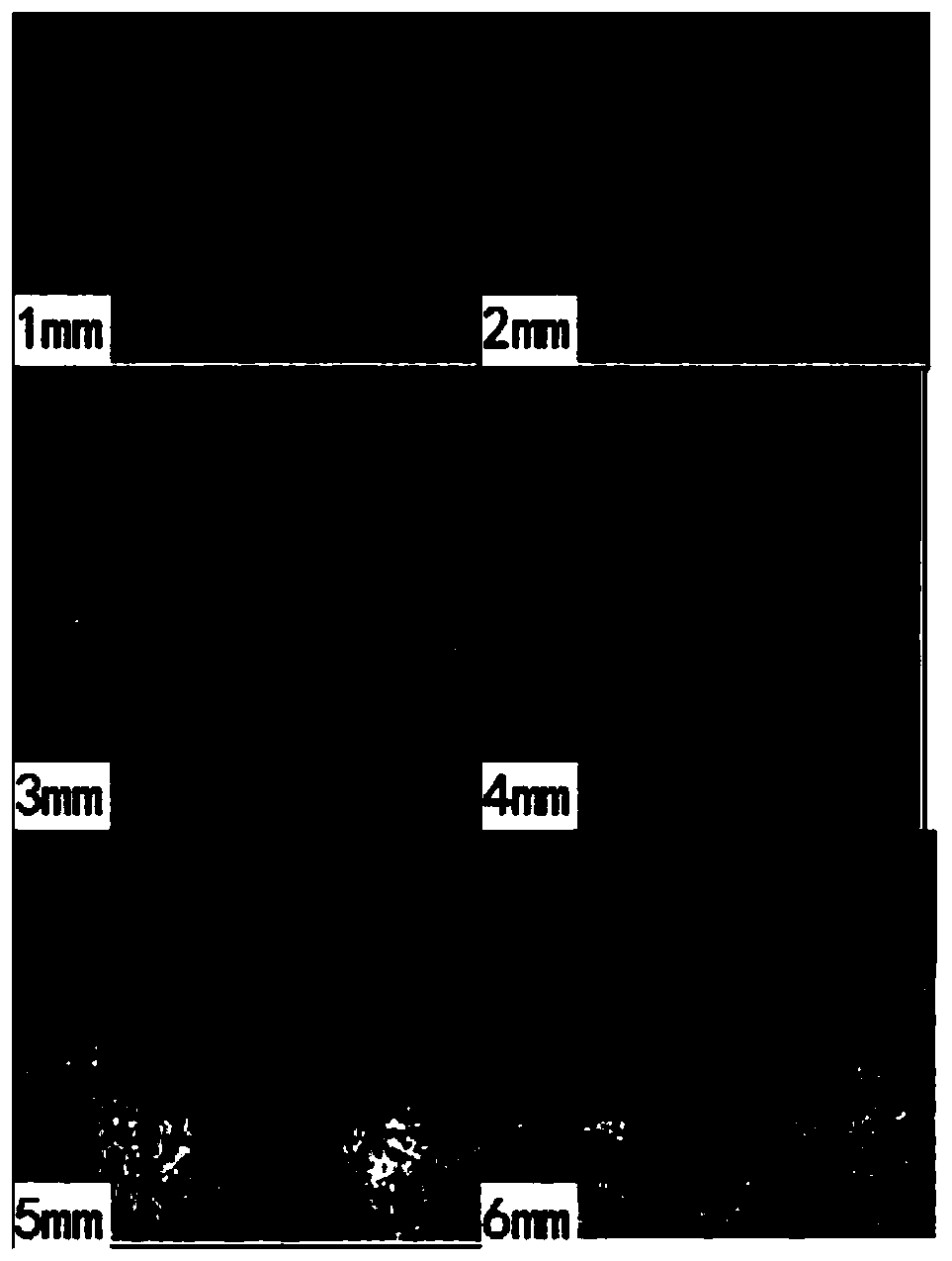
[0046] Set up control groups 1-4, and carry out butt welding experiments in combination with Example 1 under the condition of preset 1.2mm thick powder on the detection surface, and the final detection data results are as follows Figure 7 shown.
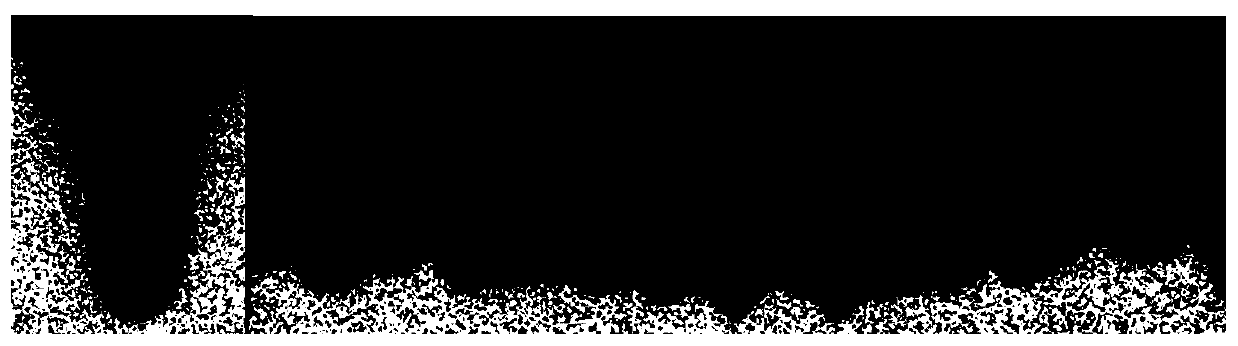
[0047] Control group 1: The powder is composed of copper oxide (CuO), the particle size is in the range of 100-300 mesh, spherical or almost spherical powder. The porosity is 8.94%. image 3 To use the powder as an auxiliary agent for underwater 1mm wet laser welding seam appearance, where the left side is the cross-sectional appearance of the weld seam, and the right side is the longitudinal section appearance of the weld seam.
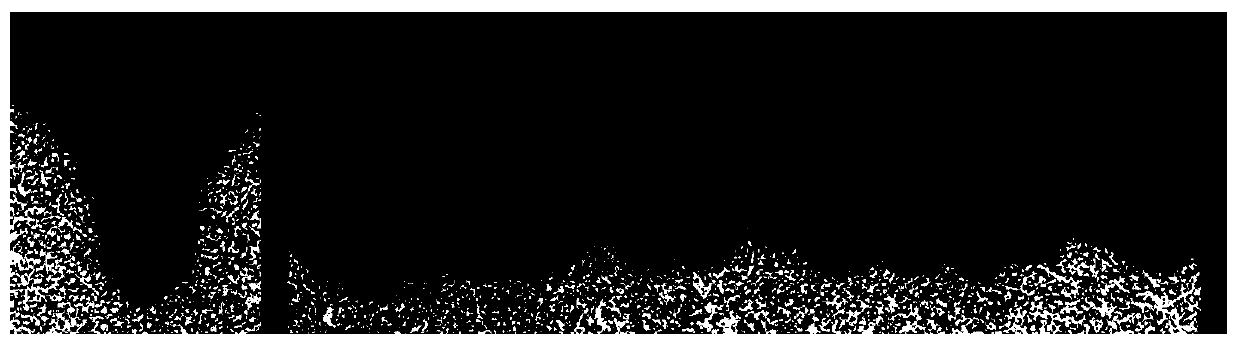
[0048] Control group 2: The powder is composed of the following raw materials in parts by weight: 40 parts of copper oxide (CuO), and 9 parts of aluminum (Al). The CuO and Al powders are uniformly mixed according to the above mass percentages, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com