Laser melting deposition welding method for aluminum alloy additive manufacturing part
A technology of laser melting deposition and additive manufacturing, which is applied in the direction of additive processing, process efficiency improvement, and energy efficiency improvement, and can solve problems such as reduced mechanical properties of joints, high hydrogen and oxygen content, and coarsening of weld structures. Achieve the effects of suppressing the generation of hydrogen pores, reducing laser energy input, and shortening the discharge time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
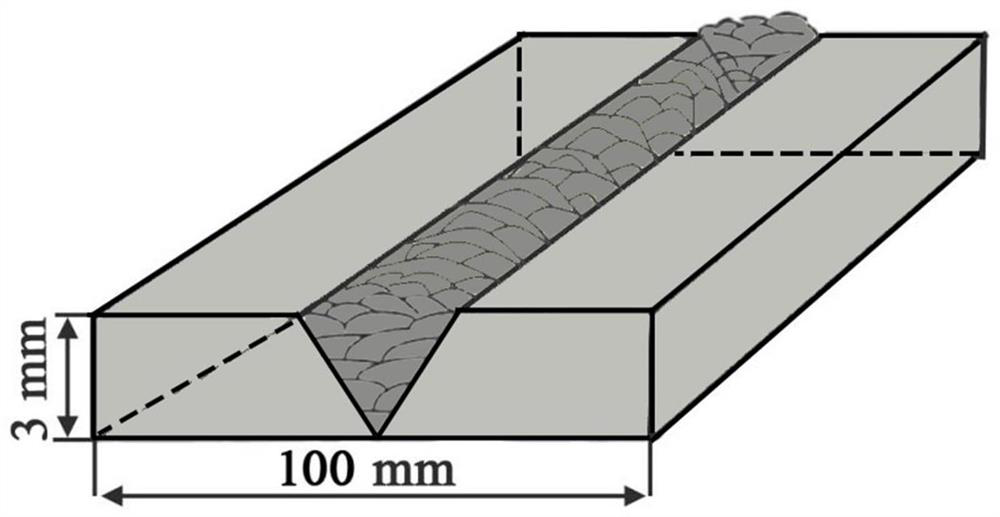
[0041] Embodiment 1 provides a kind of LMD welding method of 3mm thick AlSi10Mg alloy laser selective melting (SLM) piece, the filling powder used is the AlSi10Mg powder of diameter 100-150 μ m, and specific steps are as follows:
[0042] 1. Before welding, process the groove of the workpiece to be welded to 40°. At the same time, perform mechanical grinding and chemical cleaning on the processed groove and the surface of the workpiece, and then wipe it with acetone. The filled AlSi10Mg alloy powder was dried in a drying oven at 100°C for 2 hours;
[0043] 2. Use laser coaxial powder feeding, adjust the angle between the laser head and the vertical direction of the workpiece to be welded to 8°, and use the fixture to fix the powder feeding head and the laser head on the groove area of the sample to be welded together;
[0044] 3. Set the LMD welding process parameters: a three-layer fusion deposition welding experiment was carried out. The first layer is root welding, the la...
Embodiment 2
[0047] Embodiment 2 provides a 3mm thick AlSi10Mg alloy laser selective melting (SLM) piece LMD welding method, the filling powder used is AlSi10Mg powder with a diameter of 100-150 μm, and the specific steps are as follows:
[0048] 1. Before welding, process the groove of the workpiece to be welded to 40°. At the same time, perform mechanical grinding and chemical cleaning on the processed groove and the surface of the workpiece, and then wipe it with acetone. The filled AlSi10Mg alloy powder was dried in a drying oven at 100°C for 2 hours;
[0049] 2. Use laser coaxial powder feeding, adjust the angle between the laser head and the vertical direction of the workpiece to be welded to 8°, and use the fixture to fix the powder feeding head and the laser head on the groove area of the sample to be welded together;
[0050] 3. Set the LMD welding process parameters: Three-layer fusion deposition welding experiments were carried out. The first layer is bottom welding, the laser...
Embodiment 3
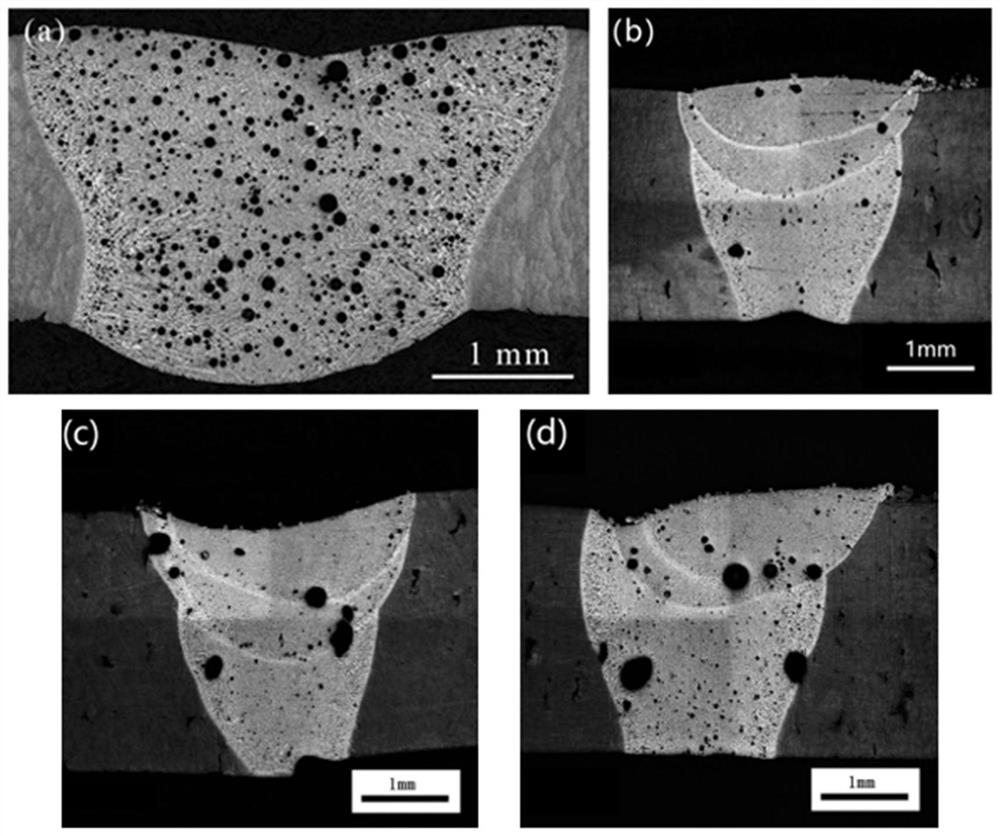
[0053] The process parameters of embodiment 3 are the same as those of embodiment 1, the only difference is that the powder fails to fall into the groove accurately during the welding process, and the symmetry of the weld seam is poor, which changes the depth-width ratio of the weld seam, and the cross-sectional effect of the weld seam after welding Schematic such as figure 2 (d) shown.
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More