

Method of realizing low-temperature nitriding of steel part in complex shape
A low-temperature nitriding, complex shape technology, used in anodizing, coating, metal material coating processes, etc., can solve the problems of increased surface roughness of materials, inability to handle parts, and reduced processing temperature, so as to reduce nitriding treatment. High temperature, high production efficiency, and the effect of reducing nitriding temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A method for realizing low-temperature nitriding of iron and steel parts with complex shapes is carried out according to the following steps:
[0027] (1) Material preparation and surface pretreatment: Cut pure iron into square plates of 20mm×10mm×2mm with wire cutting, polish the surface with sandpaper, and then place them in distilled water and absolute ethanol for 5 minutes for ultrasonic shock cleaning , blow-dried to obtain the pretreated material.
[0028] (2) Anodizing: The polished iron sheet is used as the anode, the graphite plate is the opposite cathode, the surface area ratio of the cathode and the anode is 3:1, and the anodization is carried out in the electrolyte for 40 minutes at a constant voltage of 30V DC, and the temperature of the anodization is At 25°C, a layer of nanoporous oxide film is obtained on the surface of the sample, in which the electrolyte is: NH 4 The concentration of F is 0.2mol / L, the concentration of deionized water is 0.5mol / L, and...
Embodiment 2
[0032] A method for realizing low-temperature nitriding of iron and steel parts with complex shapes is carried out according to the following steps:
[0033] (1) Material preparation and surface pretreatment: Cut 45 steel into square plates of 20mm×10mm×2mm by wire cutting, polish the surface with sandpaper, and then place them in distilled water and absolute ethanol for 5 minutes for ultrasonic shock cleaning , blow-dried to obtain the pretreated material.
[0034] (2) Anodizing: The polished steel sheet is used as the anode, the graphite plate is the opposite cathode, the surface area ratio of the cathode and the anode is 2:1, and the anodization is carried out in the electrolyte for 20 minutes with a 45V DC constant voltage, and the temperature of the anodization is At 40°C, a layer of nanoporous oxide film is obtained on the surface of the sample, in which the electrolyte is: NH 4 The concentration of F is 0.3mol / L, the concentration of deionized water is 2mol / L, and the ...
Embodiment 3
[0038](1) Material preparation and surface pretreatment: Cut pure iron into square plates of 20mm×10mm×2mm with wire cutting, polish the surface with sandpaper, and then place them in distilled water and absolute ethanol for 5 minutes for ultrasonic shock cleaning , blow-dried to obtain the pretreated material.
[0039] (2) Anodizing: The polished iron sheet is used as the anode, the graphite plate is the opposite cathode, the surface area ratio of the cathode and the anode is 4:1, and the anodization is carried out in the electrolyte with a constant voltage of 40V for 10min. At 20°C, a layer of nanoporous oxide film is obtained on the surface of the sample, in which the electrolyte is: NH 4 The concentration of F is 0.1mol / L, the concentration of deionized water is 1mol / L, and the rest is ethylene glycol.
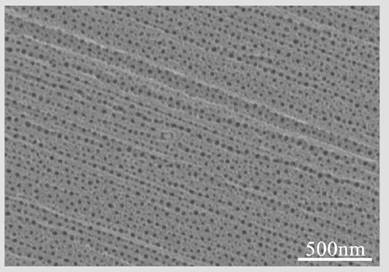
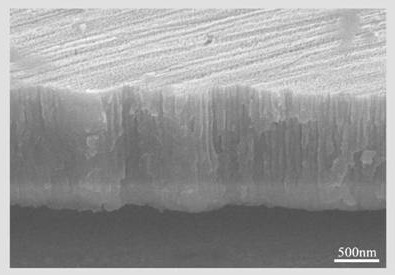
[0040] like figure 1 , 2 As shown, the scanning electron microscope observation shows that the oxide layer on the surface of the sample has a nanopore structure, the po...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More