

Anticorrosive wearable electrodeposit clad layer of Ni-W-P ternary alloy and manufacturing technique and electroplate liquid thereof
A ternary alloy, anti-corrosion and wear-resistant technology, applied in the field of electrochemistry and metal surface treatment, can solve the problems of heavy equipment corrosion, poor coating performance, Ni-W-P alloy electroplating is not widely used in production, etc. Less corrosion, less damage to equipment and human body
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] ① Plating solution configuration
[0028] Add clear water into the electroplating tank, heat to 50°C-60°C, then add 0.09mol / L sodium tungstate, 0.14mol / L sodium citrate, and 0.1mol / L citric acid, and stir to dissolve. Then add nickel sulfate 0.08mol / L, phosphorous acid 0.24mol / L, boric acid 0.48mol / L, stir to dissolve, adjust the pH value to 7.0 with ammonia water and sodium hydroxide, add water to make up to volume, and finally heat the solution to 75°C Then you can try plating.
[0029] ② Pretreatment of the workpiece
[0030] The workpiece material is low carbon steel, which has been derusted, degreased and activated.
[0031] ③ Plating
[0032] After the workpiece is pretreated, it is placed in the electroplating tank, and the current density is 70mA / cm 2 Under electroplating, time 1.5h. After plating, rinse and blow dry.
[0033] ④ Hydrogen removal
[0034] The plated workpiece was kept at 200°C for 2h.
[0035] ⑤ inspection
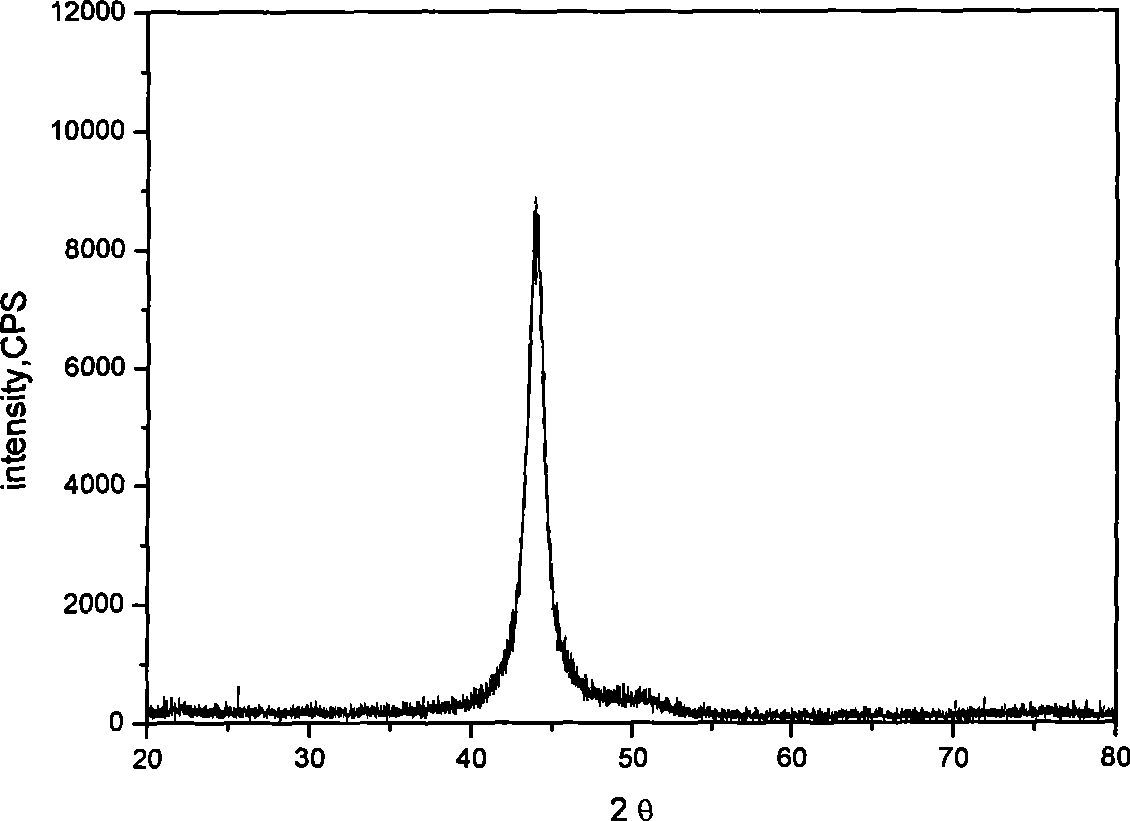
[0036] First check whether th...
Embodiment 2
[0046] ① Plating solution configuration
[0047] First add clear water to the electroplating tank, heat to 50°C-60°C, then add 0.09mol / L sodium tungstate, 0.14mol / L sodium citrate, and 0.1mol / L citric acid, and stir to dissolve. Then add nickel sulfate 0.08mol / L, phosphorous acid 0.12mol / L, stir to dissolve, use ammonia water and sodium hydroxide to adjust the pH value to 6.5, add water to make up the volume, and finally heat the solution to 75°C before trial plating.
[0048] ② Pretreatment of the workpiece
[0049] The workpiece material is low carbon steel, which has been derusted, degreased and activated.
[0050] ③ Plating
[0051] After the workpiece is pretreated, it is placed in the electroplating tank. At a current density of 70mA / cm 2 Under electroplating, time 1.5h. After plating, rinse and blow dry.
[0052] ④ Hydrogen removal
[0053] The plated workpiece was kept at 200°C for 2h.
[0054] ⑤ inspection
[0055] The composition of the Ni-W-P coating obtained...
Embodiment 3
[0057] ① Plating solution configuration is the same as Example 1
[0058] ② Pretreatment of the workpiece
[0059] The workpiece material is brass, which has been derusted, degreased and activated.
[0060] ③ Plating
[0061] After the workpiece is pretreated, it is placed in the electroplating tank. Electroplating current density 70mA / cm 2 Under electroplating, time 1.5h. After plating, rinse and blow dry.
[0062] ④ Hydrogen removal
[0063] The finished workpiece is de-insulated at 200°C for 2 hours.
[0064] ⑤ inspection
[0065] The coating obtained in this embodiment is bright and dense, and has good bonding force, corrosion resistance and wear resistance.
PUM
| Property | Measurement | Unit |
|---|---|---|
| microhardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More