

A particle-mixed aluminum-based self-lubricating composite material and its preparation method
A composite material and self-lubricating technology, which is applied in the field of aluminum-based self-lubricating composite materials and its preparation, can solve the problems of difficult cooling speed, poor compliance, poor embedding, and diffuse hard point damage, and achieve thermal forming , control interface response, easy-to-operate effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
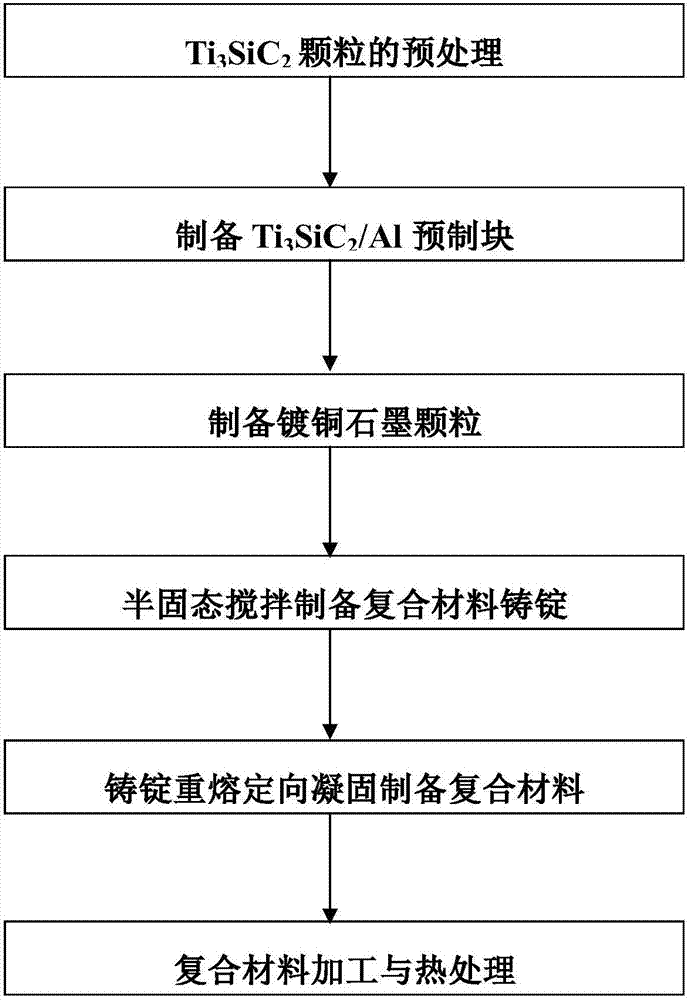
[0040] The preparation method of titanium carbide silicide+graphite hybrid aluminum-based self-lubricating composite material described in the present invention, the more detailed steps are as follows, the process flow can refer to figure 1 :
[0041] Step 1) Ti 3 SiC 2 Preprocessing of Ti 3 SiC 2 Put the particles in acetone solution for ultrasonic cleaning for 30-45min, dry in the air, heat to 500-600℃, and keep warm for 1-3h;
[0042] Step 2) Prepare 40-60vol.% Ti 3 SiC 2 / Al Prefab: Add Ti 3 SiC 2 Put the particles into the mold and keep the pressure for 20-40s under the molding pressure of 35-55MPa, and the mold and the Ti 3 SiC 2 Preheat the particles together to 510-600°C; melt pure aluminum in the atmosphere, after the melt is refined, degassed, and slag removed, the melt temperature is controlled at 680-770°C, and poured into the preheated mold. Then under the percolation pressure of 40-50MPa in vacuum condition, hold the pressure for 10-30min, demould after...
Embodiment 1
[0055] Ti 3 SiC 2 The particles were put into acetone solution for ultrasonic cleaning for 30min, dried in the air and then heated to 500°C for 1h to complete the Ti 3 SiC 2 Pretreatment process; Ti 3 SiC 2 Put the pellets into the mold and keep the pressure for 20s under the molding pressure of 35MPa, and the mold and Ti 3 SiC 2 Commonly preheated to 510°C. At the same time, pure aluminum is smelted in the atmosphere. After the melt is refined, degassed, and slag removed, the melt temperature is controlled at 680°C, poured into the preheated mold, and then 10 -3 Under the condition of Pa vacuum, the seepage pressure is 40MPa and the pressure is maintained for 10min. After cooling, the mold is demoulded to obtain 50vol.%Ti 3 SiC 2 / Al prefabricated block, complete the prefabricated block preparation process.
[0056]Put the activated graphite powder into a beaker, then add zinc powder, dilute with acetic acid, stir the graphite powder and zinc powder evenly, add the pr...
Embodiment 2
[0061] Ti 3 SiC 2 The particles were put into acetone solution for ultrasonic cleaning for 35 minutes, dried in the air and then heated to 550°C for 1.5 hours to complete the Ti 3 SiC 2 Pretreatment process; Ti 3 SiC 2 Put the pellets into the mold and keep the pressure for 30s under the molding pressure of 40MPa, the mold and Ti 3 SiC 2 Commonly preheated to 550°C. At the same time, pure aluminum is smelted in the atmosphere. After the melt is refined, degassed, and slag removed, the melt temperature is controlled at 700°C, poured into the preheated mold, and then 10 -3 Under the vacuum condition of Pa, the percolation pressure is 45MPa and the pressure is maintained for 15min. After cooling, the mold is demoulded to obtain 50vol.%Ti 3 SiC 2 / Al prefabricated block, complete the prefabricated block preparation process;
[0062] Put the activated graphite powder into a beaker, then add zinc powder, dilute with acetic acid, stir the graphite powder and zinc powder evenl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More