

A combined process of coal tar processing and coal co-smelting
A combined process and coal tar technology, applied in the chemical industry, can solve the problems of low content of polycyclic aromatic hydrocarbons, easy coking of reactants, poor hydrogen supply capacity, etc., and achieve the effects of improving conversion efficiency, preventing coking, and reducing energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
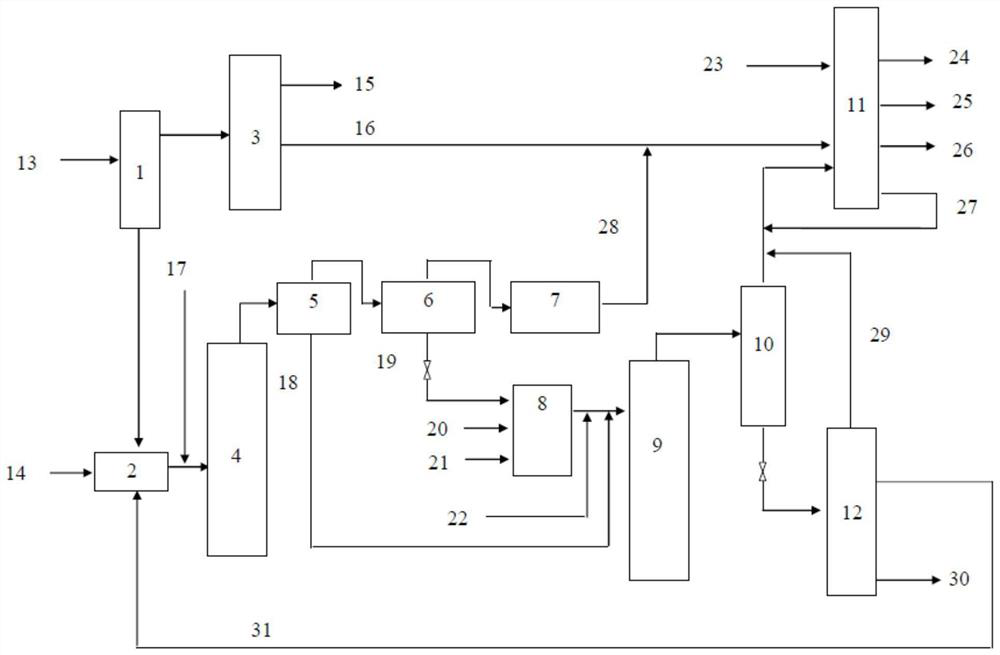
[0036] see figure 1 figure 2 , the coal tar 13 is sent to the distillation unit 1 for separation, and the separated light components enter the tar phenol extraction unit 3 to obtain crude phenol 15 and raffinate oil 16, and the heavy components, heavy oil hydrogenation catalyst 14, and circulating oil slurry 31 enter the mixing tank 2 After being fully stirred, enter the pre-hydrogenation reaction unit 4 together with the hydrogen gas 17; the pre-hydrogenation reaction unit 4 includes three bubbling bed reactors connected in series, the operating pressure is 16MPa, the temperature is 447°C, the volume ratio of hydrogen to oil is 1600, and the air The speed is 1.42h -1 The gas-liquid products of the pre-hydrogenation reaction unit 4 enter the hot high-pressure separator 5, the medium-temperature high-pressure separator 6, and the low-temperature high-pressure separator 7 successively to obtain high-temperature solvent oil 18, low-temperature solvent oil 19 and light oil 28, a...
Embodiment 2
[0038] Example 2 adopts the same process flow as Example 1, the difference is that the operating pressure of the bubbling bed reactor in the pre-hydrogenation reaction device is 16MPa, the temperature is 450°C, the volume ratio of hydrogen to oil is 1600, and the space velocity is 1.54h -1 At the same time, medium and low temperature coal tar 2 with high colloid and asphaltene content is used as raw material, and the concentration of oil-coal slurry entering the kerosene co-refining reaction device is 43%.
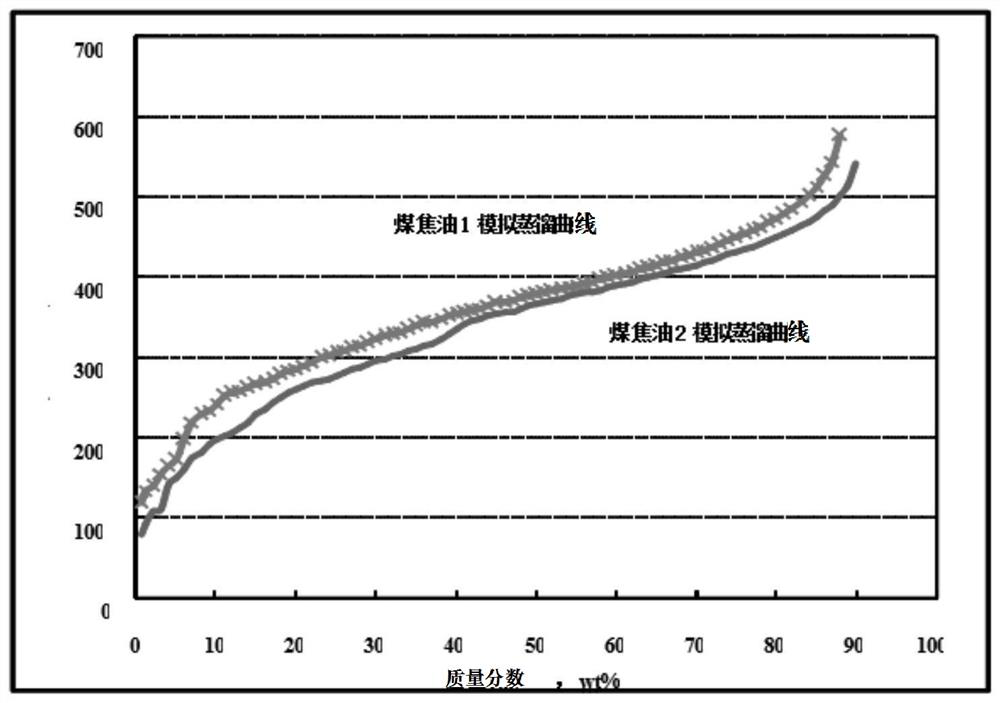
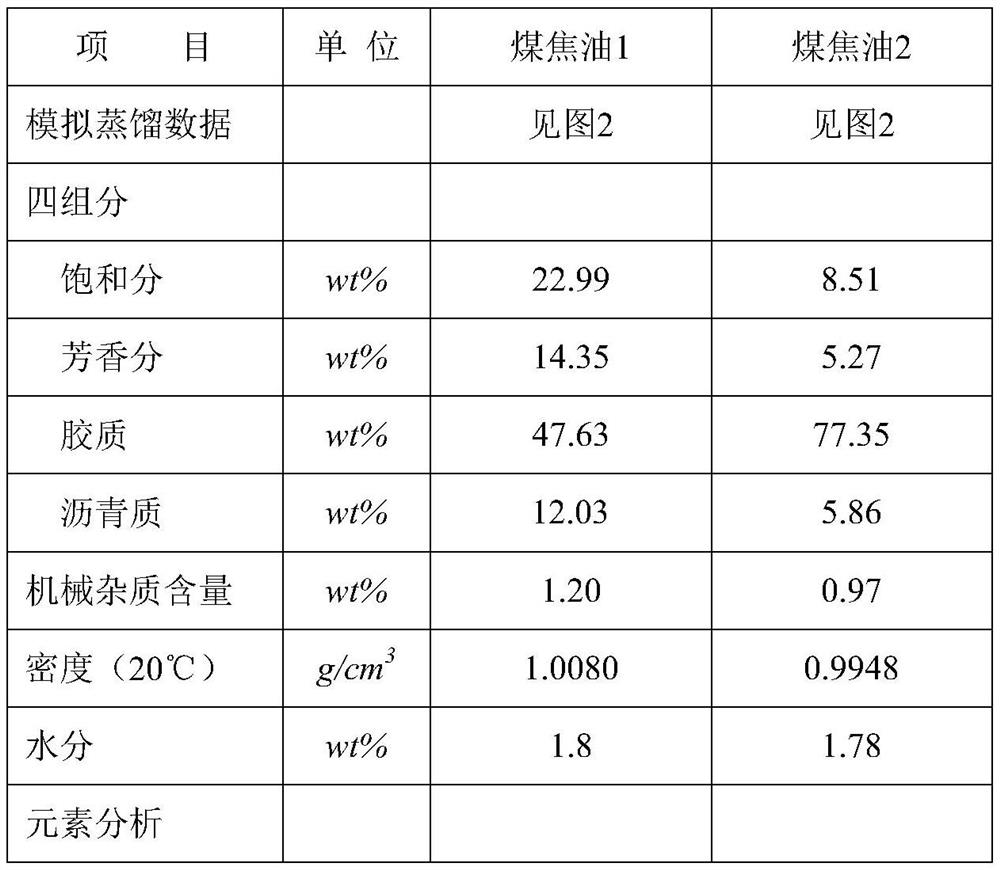
[0039] Properties of low temperature coal tar in Table 1
[0040]
[0041]
[0042] Table 2 Dry basis coal powder properties
[0043] project unit West Bay Cleaned Coal Industrial Analysis Ash wt% 8.40 Volatile matter wt% 34.02 Elemental analysis carbon content wt% 75.06 hydrogen content wt% 4.38 Sulfur content wt% 0.54 nitrogen content wt% 0.94 oxygen content wt% 10.36 H / C a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More