

Surface treatment method for power transmission shaft of speed reducer and coating
A technology of power transmission and surface treatment, which is applied in the direction of coating, metal material coating process, fusion spraying, etc., can solve the problems of reducing the bending fatigue life of parts, insufficient wear resistance of the shaft surface, and poor anti-corrosion effect, etc., to achieve The effect of ensuring uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0064] This embodiment provides a method for surface treatment of a power transmission shaft of a reducer, which includes the following steps:
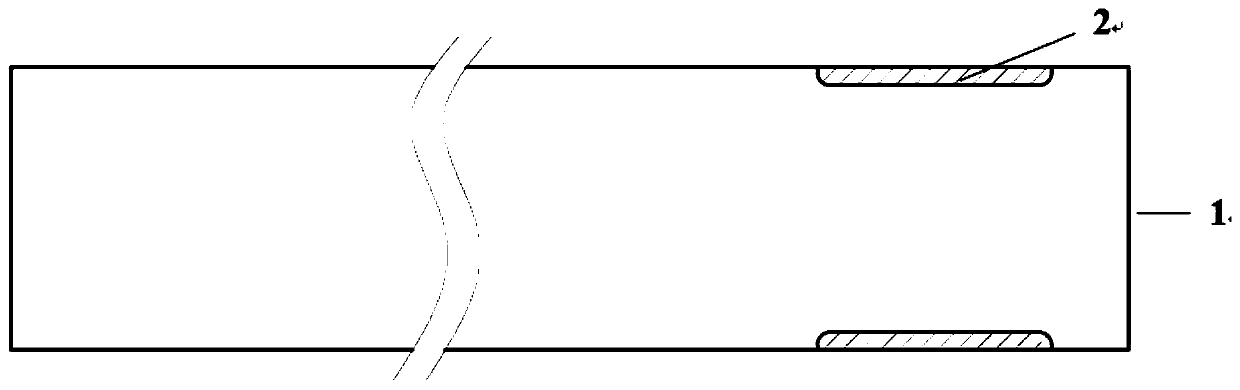
[0065] (1) Degrease and degrease the 9310 steel workpiece processed with grooves with a depth of 0.15mm. The sprayed surface is roughened by sandblasting with zirconium corundum. The surface roughness in the groove was Ra=3.8 μm.
[0066] (2) Put the workpiece roughened by sandblasting in step (1) into the turntable and fix it. The non-spraying area is shielded and protected by high-temperature tape and fixtures, and the workpiece is preheated to 160°C with plasma flame flow under the condition of not feeding powder. ℃.
[0067] (3) Start the compressed air to cool the workpiece preheated in step (2), and at the same time open the auxiliary air flow device and the powder feeder, and start to move the spray gun for spraying after the powder feeding is stable. Cr with a particle size of 22-45 μm is used 2 o 3 Powder, plasma spray gu...
Embodiment 2
[0070] (1) Degrease and degrease the 15-5PH steel workpiece with a depth of 0.18mm. The sprayed surface is roughened by sandblasting with brown corundum. The sand grain size is 46#, the sandblasting pressure is 0.40MPa, and the sandblasting distance is 150mm , The inner surface roughness of the prefabricated groove is Ra=3.5μm.
[0071] (2) Put the workpiece roughened by sandblasting in step (1) into the turntable and fix it. Use high-temperature tape and fixtures for protection in the non-spraying area, and use the plasma flame to preheat the workpiece to 180°C under the condition of not feeding powder. .
[0072] (3) Start the compressed air to cool the workpiece preheated in step (2), and at the same time open the auxiliary air flow device and the powder feeder, and start to move the spray gun for spraying after the powder feeding is stable. Cr with a particle size of 10-30 μm is used 2 o 3 For powder, the current of the plasma spray gun is 630A, the argon gas is 45L / min...
Embodiment 3
[0075] (1) Degrease and degrease the 4340 steel workpiece with a groove depth of 0.20mm. The sprayed surface is roughened by sandblasting with white corundum. The inner surface roughness of the groove is Ra=3.9 μm.
[0076] (2) Put the workpiece roughened by sand blasting into the turntable and fix it. The non-spraying area is shielded and protected by high-temperature tape and fixtures. Under the condition of not feeding powder, the workpiece is preheated to 170°C by plasma flame flow.
[0077] (3) Start the compressed air to cool the workpiece, and at the same time turn on the auxiliary air flow device and the powder feeder, and start to move the spray gun for spraying after the powder feeding is stable. Cr with a particle size of 15-45 μm is used 2 o 3 For powder, the current of the plasma spray gun is 670A, the argon gas is 38L / min, the hydrogen gas is 12L / min, the powder feeding rate is 40g / min, the carrier gas is 4L / min, the workpiece speed is 450rpm, the spray distanc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More