

Laser-induction hybrid melting direct forming method and device
A laser induction and direct technology, applied in the field of laser processing, can solve problems such as residual stress, low processing efficiency, and non-dense structure, and achieve the effects of improving hardness and wear resistance, reducing production cost, and high material utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
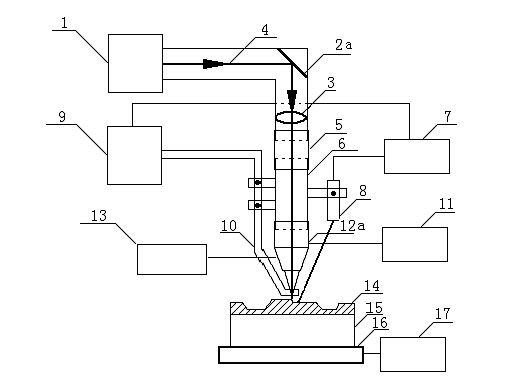
[0059] Using laser-induction compound melting forming method and device to prepare large and medium-sized punching dies, as attached figure 1 shown. The composite layer of Ni-based alloy and WC is generated layer by layer on the Q235 steel substrate through CAD layering software and numerical control system control. The mass percentage of WC powder is gradually increased from 0-60% to obtain gradient composition. The thickness of the forming layer ranges from 2-500mm, its hardness is 60-70HRC, and its wear resistance is 15-30 times that of the base material.
[0060] Implementation steps:
[0061] ① Clean the annealed substrate after derusting, and clamp it on the horizontal platform of the CNC machine tool.
[0062] ② Turn on the 5KW cross-flow CO2 laser. The laser beam is directed into the focusing lens through the reflective copper mirror and then vertically incident on the substrate. Adjust the defocus amount of the laser beam so that the diameter of the spot is 6mm. ...
Embodiment 2
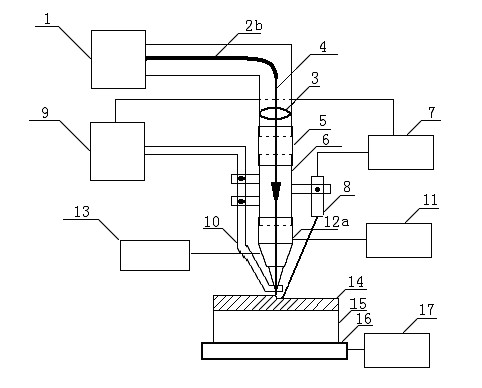
[0071] Using laser-induction compound melting forming method and device to prepare large and medium-sized hot hammer forging dies, as attached figure 2 shown. Through CAD layered software and numerical control system control, cobalt-based alloy deposits are formed layer by layer on the H13 steel substrate. The thickness of the forming layer ranges from 5-20mm, and its hardness is 45-55HRC. The thermal strength and fatigue resistance are greater than that of the substrate. increase in magnitude.
[0072] Implementation steps:
[0073] ① Clean the annealed H13 steel matrix after derusting, and clamp it on the horizontal platform of the CNC machine tool.
[0074] ②Turn on the 4KW high-power semiconductor laser, and the laser beam is focused by the optical fiber into the focusing lens and then vertically incident on the substrate. Adjust the defocus amount of the laser beam so that the diameter of the spot is 10mm.
[0075] ③The induction coil is installed on the lifting slee...
Embodiment 3
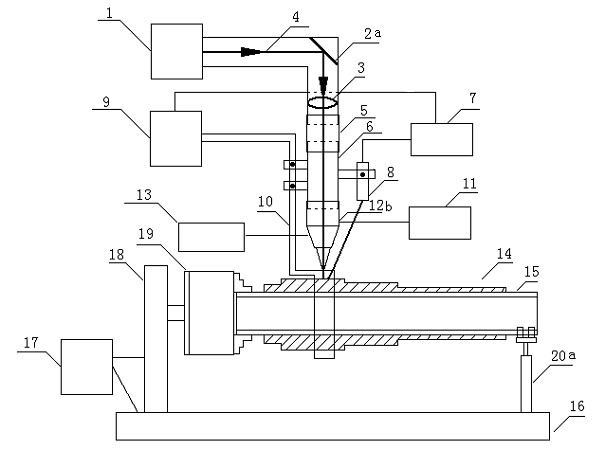
[0083] Hollow shaft parts are prepared by laser-induction compound melting forming technology and device. as attached image 3 As shown, the ordinary hollow steel pipe is used as the base. The steel pipe has an outer diameter of 200 mm and a wall thickness of 5 mm. A gradient metal-ceramic composite layer is formed on the substrate. The thickness of the forming layer ranges from 2-500mm, the hardness after forming is 60-70HRC, and the wear resistance is 10-30 times higher than that of the matrix.
[0084] Implementation steps:
[0085] ① Clamp the cleaned and sandblasted substrate on the three-jaw chuck and rolling bracket on the horizontal platform of the CNC machine tool.
[0086] ②A 15KW cross-flow CO2 laser is used. Adjust the defocus of the laser beam so that the light spot is a rectangle of 3mm×20mm, and the long side of the light spot is parallel to the axis of the substrate.
[0087] ③The induction coil is fixed by the clamp and the sleeve. Make the induction co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Outer diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More