Welding technology for nickel base alloy build-up welding of marine low-speed machine air valve sealing face
A technology of nickel-based alloy and welding process, which is applied in the field of surfacing nickel-based alloy welding process for the sealing surface of marine low-speed engine valves, which can solve the problems of harsh service environment of the gas valve, early failure of the sealing surface of the gas valve, and affecting the normal operation of the diesel engine, etc. , achieve excellent crack resistance and high temperature corrosion resistance, excellent corrosion resistance and oxidation performance, and reduce ship operating costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Firstly, select the power source for MIGMAW: the power source used for MIGMAW is an inverter welding power supply, the dynamic characteristics of the power supply are adjusted through inductance, and the secondary welding parameter settings include advance gas feeding time, slow wire feeding, thermal Arc starting current, thermal starting current duration, crater current drop time, crater current duration, crater current value, wire burnback, delayed air supply time, spot welding time, the welding process can be controlled in real time. Main technical parameters of the power supply: input voltage + / -15% (50-60Hz): 3x400 V, maximum input current: 28.2 A, power / 100%: 19.3 kVA, maximum power: 24.2 kVA, no-load power consumption: 40 VA, Current range: 15-400 A, wire feed speed: 0.5-30 m / min, wire diameter: 0.6-2.4 mm, maximum gas pressure: 0.5 MPa (5.0 bar).
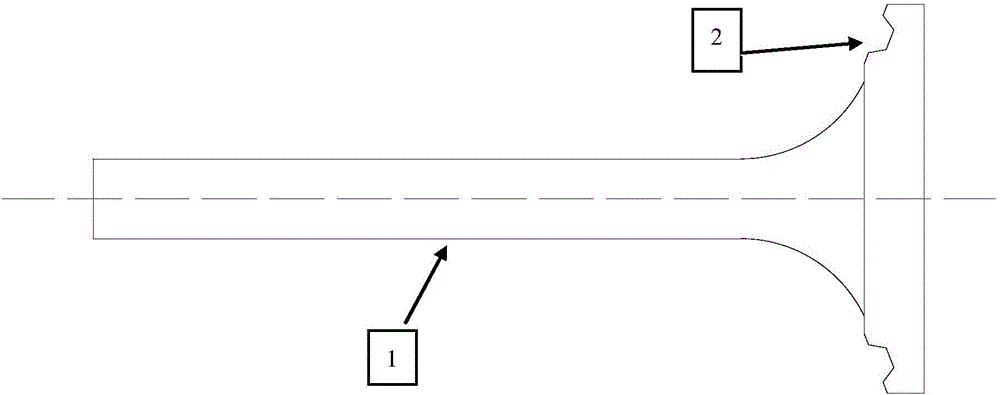
[0033] Next prepare the diesel engine valve blank 1 of SNCrW material, and process the sealing surface position, ma...
Embodiment 2
[0043] Firstly, select the power source for MIGMAW: the power source used for MIGMAW is an inverter welding power supply, the dynamic characteristics of the power supply are adjusted through inductance, and the secondary welding parameter settings include advance gas feeding time, slow wire feeding, thermal Arc starting current, thermal starting current duration, crater current drop time, crater current duration, crater current value, wire burnback, delayed air supply time, spot welding time, the welding process can be controlled in real time. Main technical parameters of the power supply: input voltage + / -15% (50-60Hz): 3x400 V, maximum input current: 28.2 A, power / 100%: 19.3 kVA, maximum power: 24.2 kVA, no-load power consumption: 40 VA, Current range: 15-400 A, wire feed speed: 0.5-30 m / min, wire diameter: 0.6-2.4 mm, maximum gas pressure: 0.5 MPa (5.0 bar).
[0044] Next prepare the diesel engine valve blank 1 of SNCrW material, and process the sealing surface position, ma...
Embodiment 3
[0054] Firstly, select the power source for MIGMAW: the power source used for MIGMAW is an inverter welding power supply, the dynamic characteristics of the power supply are adjusted through inductance, and the secondary welding parameter settings include advance gas feeding time, slow wire feeding, thermal arc starting current, thermal starting current duration, crater current drop time, crater current duration, crater current value, welding wire burnback, delayed air supply time, spot welding time), and the welding process can be controlled in real time. Main technical parameters of the power supply: input voltage + / -15% (50-60Hz): 3x400 V, maximum input current: 28.2 A, power / 100%: 19.3 kVA, maximum power: 24.2 kVA, no-load power consumption: 40 VA, Current range: 15-400 A, wire feed speed: 0.5-30 m / min, wire diameter: 0.6-2.4 mm, maximum gas pressure: 0.5 MPa (5.0 bar).
[0055] Next prepare the diesel engine valve blank 1 of SNCrW material, and process the sealing surface...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More