

Combined treatment process and system for acid gas
A treatment system and treatment process technology, applied in the direction of gas treatment, dispersed particle separation, membrane technology, etc., can solve the problems of high energy consumption of amine liquid regeneration, complex production equipment, high energy consumption of rich absorption liquid regeneration, and reduce energy consumption , The effect of environmental protection in the treatment process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
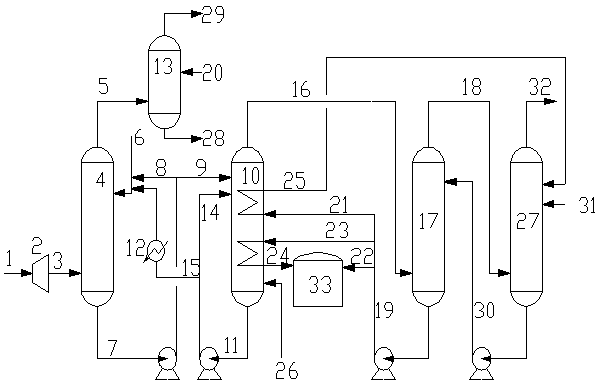
[0089] A refinery sour gas volume Q=800Nm 3 / h, pressure 0.8Mpa, where H 2 S volume fraction is 78%, CO 2 The volume fraction is 20%, and the remainder is hydrocarbons and other substances. usefigure 1 The treatment method and device shown are for treatment of acid gas. Wherein, the hydrate decomposer adopts a conventional tank structure with heat exchange equipment inside, and a stripping gas inlet pipeline is arranged on the shell of the hydrate decomposer.
[0090] The operating conditions and treatment effects in the treatment process are as follows: the hydrate working fluid consists of water, SDS with a mass fraction of 0.04% in the aqueous solution, polyethylene glycol with a mass fraction of 18% in the aqueous solution, diesel oil with a volume ratio of 2 / 3 to water, It is composed of Span (sorbitan fatty acid ester) emulsifier with a molar ratio of 1% to water. The acid gas is pressurized to 1.3Mpa by the compressor and then introduced into the hydration reactor,...
Embodiment 2
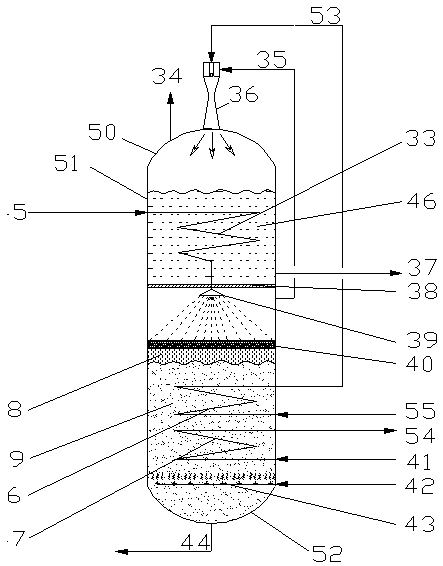
[0092] Same as Example 1, the difference is that the figure 2 In the structure of the decomposer, the volume ratio of the hydrate heating section to the hydrate decomposing gasification section is 1 / 1, the liquid holding capacity in the hydrate heating section is 1 / 2 of the volume of the section, and the hydrate heating section is 1 / 2. The liquid holdup in the decomposing and gasifying section is 1 / 2 of the total volume of the section, and the ruptured baffle assembly in the hydrate decomposer adopts a screen mesh structure with an average hole diameter of 5 mm.
[0093] Due to the use of the preferred hydrate decomposer provided by the present invention, two-stage high-efficiency cascade heat exchange is carried out, and the heat of the whole process is reasonably utilized, and the working liquid can be decomposed (regenerated) ) is more complete, and when the same effect as Example 1 is achieved, the amount of hydrate working fluid can be reduced to 13m 3 / h, reducing the ...
Embodiment 3
[0095] The same as Example 2, the difference is that the hydrate working fluid used is composed of water, SDS with a mass fraction of 0.04% of the aqueous solution, diesel with a volume ratio of 2 / 3 to water, and Span with a molar ratio of 1% to water. (Sorbitan fatty acid ester) emulsifier composition.
[0096] Under the same operating conditions of the hydrate reactor as in Example 2, CO in the tail gas treated by the hydration reactor 2 The concentration is reduced to less than 70%; after the hydrate-rich working fluid is treated by the hydrate decomposer, the CO in the gas 2 The concentration rises to about 5%, increasing the CO 2 form Na 2 CO 3 / NaHCO 3 The influence of other substances on the continuous and stable operation of the NaHS production unit increases the difficulty of the long-term operation of the device.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More