

Production method for precise elastic abrasive particles
A production method and particle technology, which is applied in the production field of precision elastic abrasive particles, can solve the problems of precise time control affecting the sandblasting effect, poor environmental protection, not easy to burr, debris separation, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

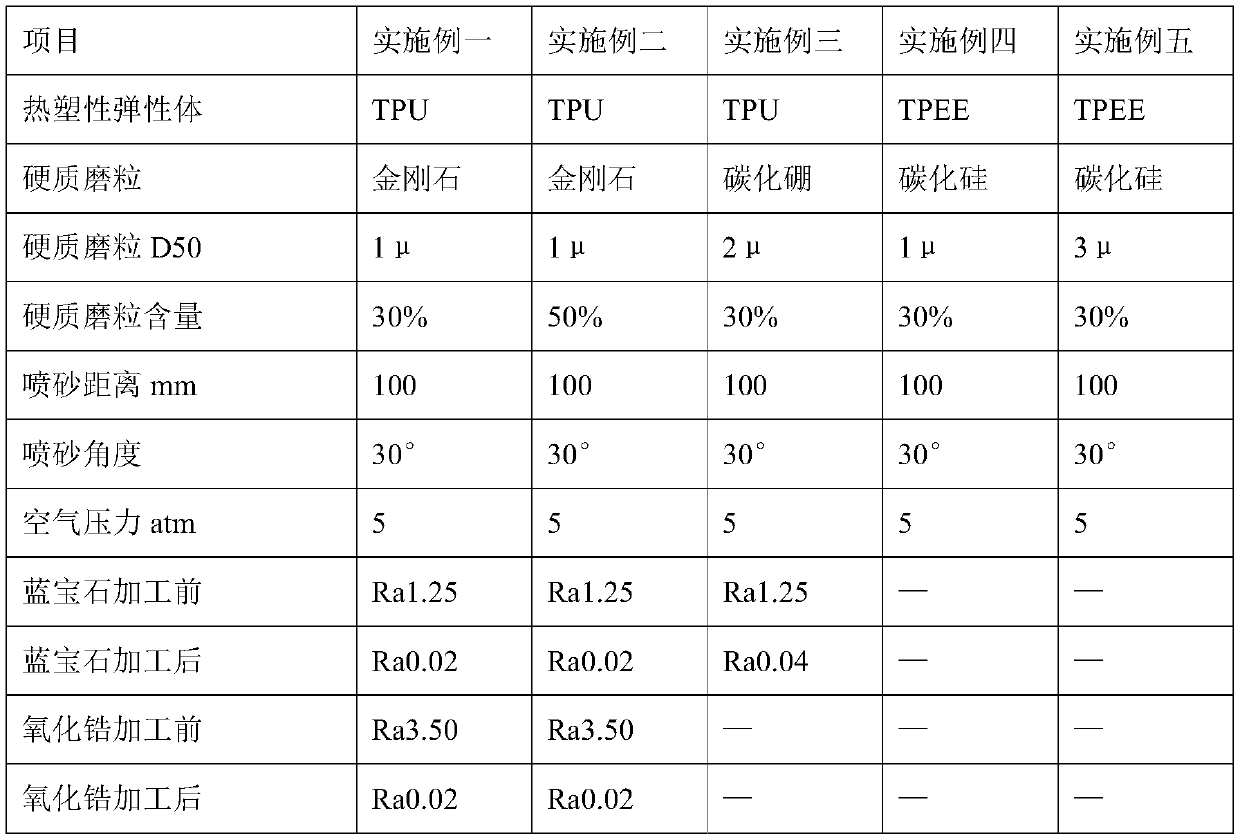

Examples
Embodiment 1
[0016] Raw material formula:
[0017] 1. TPU 3690AU 65 kg Germany Covestro
[0018] 2. Diamond particles D50 1 micron 30 kg Henan Yellow River Cyclone
[0019] 3. Commercially available coupling agent KH-550 300g
[0020] 4. Acetone 1000ml is commercially available
[0021] 5. Commercially available silicone oil 201 500g
[0022] 6. Antioxidant 1010200g Swiss Ciba
[0023] 7. Antioxidant 168,200g Swiss Ciba
[0024] 8. Antistatic agent masterbatch GW-9093 3 kg Shenzhen Gold Standard Chemical
[0025] Monofilament production
[0026] 1. Dry TPU at 80°C for 5 hours in a dehumidification or vacuum dryer.
[0027] 2. Dry the diamond particles in a hot air oven at 120°C for 10 hours, weigh 30 kg and add them to the stirring mixer.
[0028] 3. Take 300 grams of KH-550 coupling agent and dilute it with 1000 milliliters of acetone evenly, then add it into the mixing mixer and stir it with 30 kilograms of diamond particles for even use.
[0029] 4. Weigh TPU and various additi...
Embodiment 2
[0035] Raw material formula:
[0036] 1. TPU 3690AU 45 kg Germany Covestro
[0037] 2. Diamond particles D50 1 micron 50 kg Henan Yellow River Cyclone
[0038] 3. Coupling agent KH-550 500g commercially available
[0039] 4. Acetone 1500ml is commercially available
[0040] 5. Commercially available silicone oil 201 500g
[0041] 6. Antioxidant 1010 200g Swiss Ciba
[0042] 7. Antioxidant 168 200g Swiss Ciba
[0043] 8. Antistatic agent masterbatch GW-9093 3 kg Shenzhen Gold Standard Chemical
[0044] Monofilament production
[0045] 1. Dry TPU at 80°C for 5 hours in a dehumidification or vacuum dryer.
[0046] 2. Dry the diamond particles in a hot air oven at 120°C for 10 hours, weigh 50 kg and add them to the stirring mixer.
[0047] 3. Take 500 grams of KH-550 coupling agent and dilute it with 1500 milliliters of acetone evenly, then add it into the mixing mixer and stir it with 50 kilograms of diamond particles for even use.
[0048] 4. Weigh TPU and various addit...
Embodiment 3
[0054] 1. TPU 3690AU 65 kg Germany Covestro
[0055] 2. Boron carbide particles D50 2 microns 30 kg Zhengzhou Songshan Chemical Industry
[0056] 3. Commercially available coupling agent KH-550 300g
[0057] 4. Acetone 1000ml is commercially available
[0058] 5. Commercially available silicone oil 201 500g
[0059] 6. Antioxidant 1010 200g Swiss Ciba
[0060] 7. Antioxidant 168 200g Swiss Ciba
[0061] 8. Antistatic agent masterbatch GW-9093 3 kg Shenzhen Gold Standard Chemical
[0062] Monofilament production
[0063] 1. Dry TPU at 80°C for 5 hours in a dehumidification or vacuum dryer.
[0064] 2. Dry the boron carbide particles in a hot air oven at 120°C for 10 hours, weigh 30 kg and add them to the stirring mixer.
[0065] 3. Take 300 grams of KH-550 coupling agent and dilute it with 1000 milliliters of acetone evenly, then add it into the mixer and stir it with 30 kilograms of boron carbide particles and mix it evenly for later use.
[0066] 4. Weigh TPU and vari...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| Shore hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More