

Flame spray welding process for titanium alloy surface wearable coating
A wear-resistant coating, flame spray welding technology, applied in metal material coating process, coating, melting spray plating and other directions, can solve the problems of large residual stress, difficult bonding performance, and fast cooling speed of spray welding layer, etc. Achieve the effect of stable coating structure, excellent bonding performance and reducing residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Embodiment 1. the workpiece surface is carried out sandblasting coarsening, makes the roughness of the surface to be sprayed reach Ra25, then with acetone ultrasonic cleaning 3~5 minutes, put into the solution prepared with hydrochloric acid, nitric acid, hydrofluoric acid and distilled water and soak Then place it in an activation solution of 30ml / L hydrofluoric acid and 30g / L zinc sulfate hexahydrate to activate until the surface of the workpiece is completely covered with dark gray zinc film; preheat the pretreated workpiece to 230°C and then spray Protective layer, secondary heating, spraying alloy powder, and remelting spray coating to control the coating alloy to stay in the liquid state for 20 seconds, then slowly cool to room temperature; then reheat it to 200°C, keep it for 30 minutes, and perform "tempering" heat treatment.
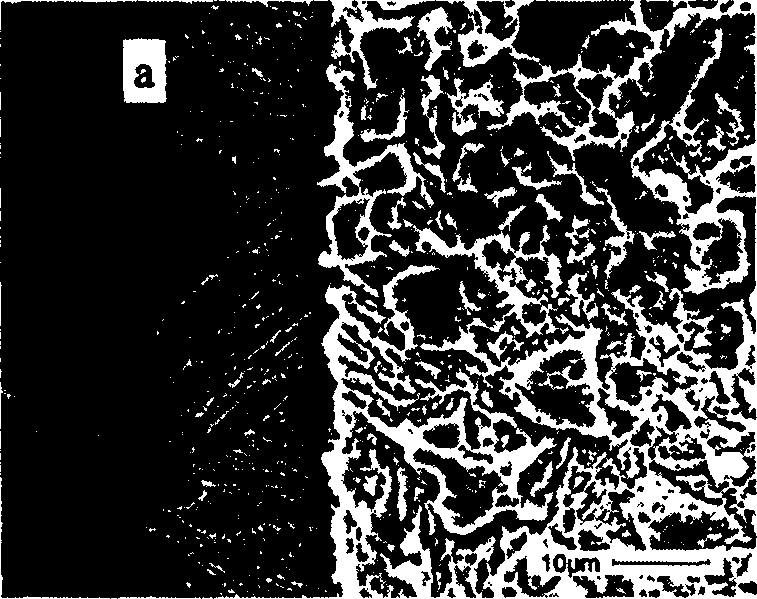
[0027] The interface area of the wear-resistant coating prepared by the above process and the microstructure and morphology of the spr...
Embodiment 2
[0028] Embodiment 2. the workpiece surface is carried out sandblasting coarsening, makes the roughness of surface to be sprayed reach Ra25, then cleans with acetone ultrasonic wave 3~5 minutes, puts into the solution prepared with hydrochloric acid, nitric acid, hydrofluoric acid and distilled water and soaks Then place it in an activation solution of 45ml / L hydrofluoric acid and 40g / L zinc sulfate hexahydrate to activate until the surface of the workpiece is completely covered with dark gray zinc film; preheat the pretreated workpiece to 250°C and then spray Protective layer, secondary heating, spraying alloy powder, and remelting spray coating to control the coating alloy to stay in the liquid state for 40 seconds, and then slowly cool to room temperature; then reheat it to 400°C, keep it for 60 minutes, and perform "tempering" heat treatment.
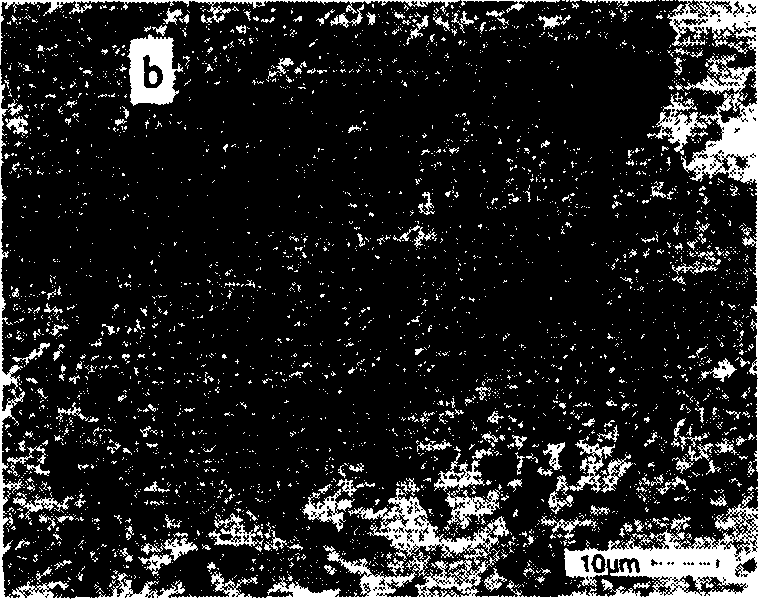
[0029] The interface area of the wear-resistant coating prepared by the above process and the microstructure and morphology of th...
Embodiment 3
[0030] Embodiment 3. The surface of the workpiece is threaded so that the roughness of the surface to be sprayed reaches Ra12.5, then ultrasonically cleaned with acetone for 3 to 5 minutes, and then etched in a solution prepared with hydrochloric acid, nitric acid, hydrofluoric acid and distilled water , and then put it in an activation solution of 55ml / L hydrofluoric acid and 50g / L zinc sulfate hexahydrate to activate until the surface of the workpiece is completely covered with dark gray zinc film; preheat the pretreated workpiece to 270°C and then spray it for protection Layer, secondary heating, spray alloy powder, and remelt spray coating to control the coating alloy to stay in the liquid state for 60 seconds, then slowly cool to room temperature; then reheat it to 600 ° C, keep it for 120 minutes, and perform "tempering" heat treatment .
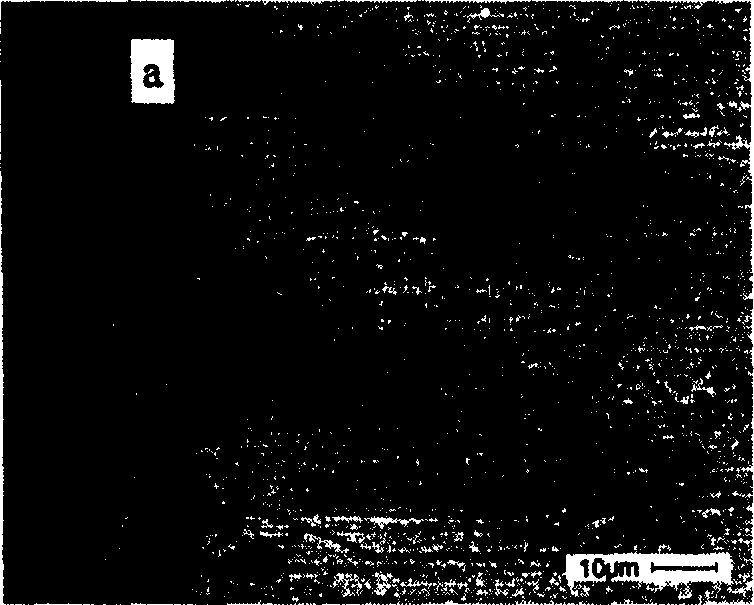
[0031] The interface area of the wear-resistant coating prepared by the above process and the microstructure and morphology of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More