Preparation method of medical porous metal material capable of replacing weight-bearing bone tissue
A technology of porous metal and bone tissue, applied in medical science, prosthesis, etc., can solve the problems of insufficient purity of finished products, reduced biosafety, carbon skeleton residues, etc., to achieve high qualified rate of finished products, improve mechanical properties, pore distribution uniform effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
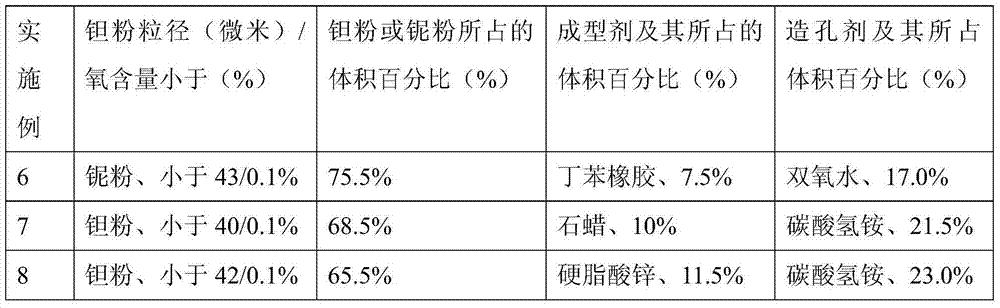
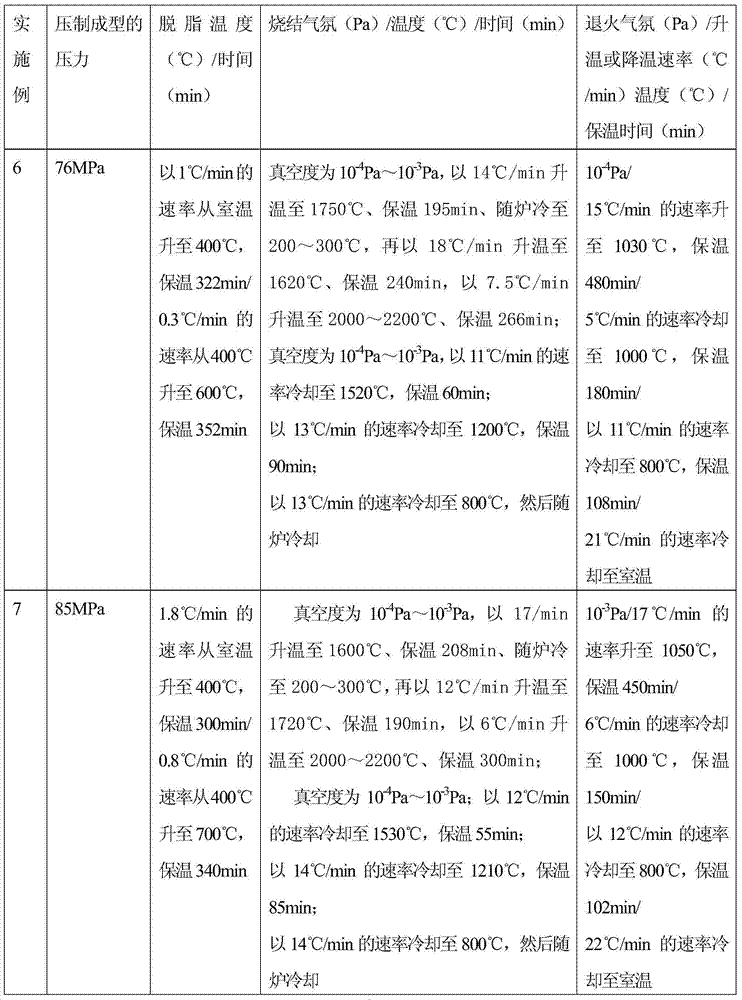
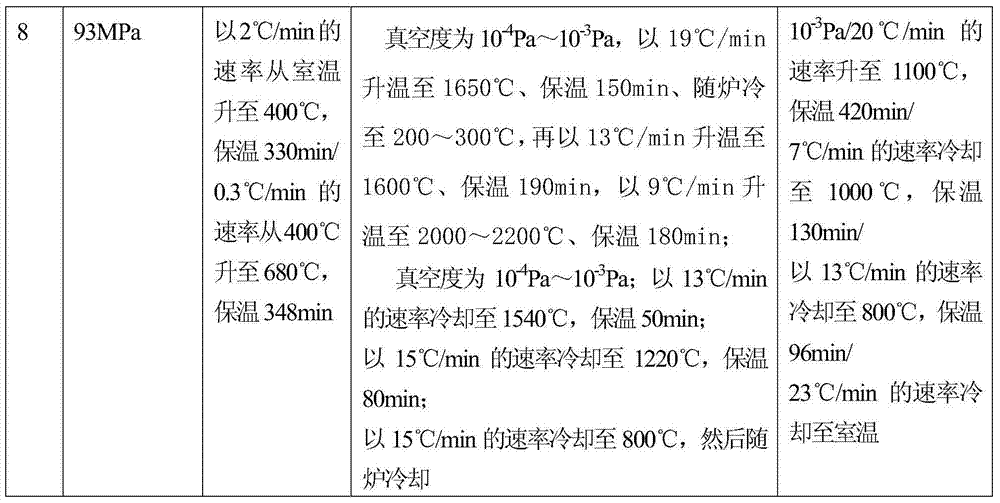
[0027] Embodiment 1: Weigh zinc stearate, average particle diameter is less than 43 micron oxygen content is less than 0.1% tantalum powder and hydrogen peroxide mix uniformly, wherein zinc stearate accounts for 11%, hydrogen peroxide accounts for 18%, tantalum powder accounts for 71%, All are calculated by volume percentage. Pressure molding: Add the above mixed powder into an injection molding machine and press it into a polyurethane foam (pore diameter 0.48-0.89mm, density 0.015g / cm2) at 82Mpa 3 ~0.035g / cm 3 , hardness greater than 50°) in molding. Degreasing treatment: vacuum degree 10 -4 Pa, from room temperature to 400°C at a heating rate of 1.5°C / min, and hold for 320 minutes; then raise the temperature from 400°C to 700°C at a heating rate of 0.6°C / min, and hold for 350 minutes. Vacuum sintering: vacuum degree is 10 -4 Pa~10 -3 Pa, heat up to 1800°C at 13°C / min, hold for 200min, cool with the furnace to 200-300°C, then heat up to 1800°C at 17°C / min, hold for 230mi...
Embodiment 2
[0029] Embodiment 2: Take stearic acid, tantalum powder with an average particle diameter less than 43 microns and an oxygen content less than 0.1% and ammonium bicarbonate and mix uniformly to form a mixed powder, wherein stearic acid accounts for 12%, ammonium bicarbonate accounts for 23%, tantalum Powder accounted for 65%, all in volume percentage. Pressure molding: Add the above mixed powder into an injection molding machine and press it into a polyurethane foam (pore diameter 0.48-0.89mm, density 0.015g / cm2) at 75Mpa 3 ~0.035g / cm 3 , hardness greater than 50°) in molding. Degreasing treatment: vacuum degree 10 -4 Pa, from room temperature to 500°C at a heating rate of 0.3°C / min, and hold for 360min. Vacuum sintering: vacuum degree is 10 -3 Pa, heat up to 1500°C at 10°C / min, hold for 150min, cool with the furnace to 200-300°C, then heat up to 1600°C at 20°C / min, hold for 240min, heat up to 2000-2200°C at 10°C / min, Insulate for 120 minutes; fill the sintering process w...
Embodiment 3
[0031]Embodiment 3: Weigh paraffin wax, tantalum powder with an average particle diameter less than 43 microns and oxygen content less than 0.1%, and mix evenly with hydrogen peroxide, wherein paraffin wax accounts for 7%, hydrogen peroxide accounts for 25%, and tantalum powder accounts for 68%, all in volume percentage count. Pressure molding: Add the above mixed powder into an injection molding machine and press it into a polyurethane foam (pore diameter 0.48-0.89mm, density 0.015g / cm2) at 52Mpa 3 ~0.035g / cm 3 , hardness greater than 500) in molding. Degreasing treatment: vacuum degree 10 -4 Pa, from room temperature to 400°C at a heating rate of 2°C / min, and hold for 300min. Vacuum sintering: vacuum degree is 10 -4 Pa, heat up to 1600°C at 20°C / min, hold for 120min, cool with the furnace to 200-300°C, then heat up to 1500°C at 10°C / min, hold for 180min, heat up to 2000-2200°C at 5°C / min, Insulate for 360 minutes; fill the sintering process with argon protection, cool o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| compressive strength | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com