

Molding sands for glass matrix casting
A molding sand and matrix technology, which is applied in the field of casting sand and glass matrix casting sand, can solve the problems of low air permeability, no compressibility, and poor yield of molding sand, and achieve simple, convenient, high-purity and clean sand mixing process High degree, good effect of reuse and regeneration performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
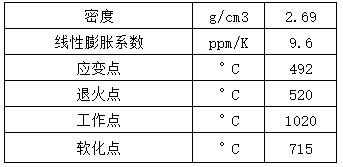
[0031] Embodiment 1: The making of raw sand: with the recovered CRT equipment as raw material, use a glass cutting machine to separate the glass screen and the glass cone of the CRT from the screen cone seal, remove the nails and the shadow mask on the glass screen, and place the The glass screen is put into the jaw crusher for coarse crushing, and the coarsely broken glass block is put into the fine grinder for fine crushing. Here, the fine grinder can be a compound crusher or a hammer crusher. The finely crushed screen glass has an aperture of 3mm for vibration Sieve, take the undersieve and put it into the screw mixer to perform the mixing program for 5 minutes. After the mixing is completed, the glass particles pass through a 2mm vibrating sieve and a 300um vibrating sieve, and take the 300um vibrating sieve to obtain the original sand; this embodiment In the process, a mixer is used to round the glass particles. Because the glass itself is hard, the glass particles collide...
Embodiment 2
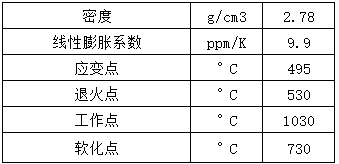
[0038] Embodiment 2: The making of raw sand: with the recovered CRT equipment as raw material, use glass cutting machine to separate the glass screen and glass cone of CRT from the screen cone seal, remove the nails and shadow mask on the glass screen, and place The glass screen is put into the jaw crusher for coarse crushing, and the coarsely broken glass block is put into the fine grinder for fine crushing. Here, the fine grinder can be a compound crusher or a hammer crusher. The aperture of the finely crushed screen glass is 1.5mm. After the vibrating sieve, take the sieved material and put it into the beading furnace. The main body of the beading furnace is a vertical cylinder. A burner is installed at the lower part of the vertical cylinder. Put into the vertical cylinder, the glass powder floats in the upward high-temperature airflow generated by the burner, and is heated and melted to form microbeads during the rising process. The microbeads enter the product collection ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| angle factor | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More