Method for fast mfg. metal/high-molecular composite material parts
A composite material and polymer technology, applied in the field of rapid prototyping of metal/polymer composite parts, can solve the problems of low manufacturing temperature, small interface reaction, and low production efficiency, and achieve short manufacturing cycle, simple process and low cost Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
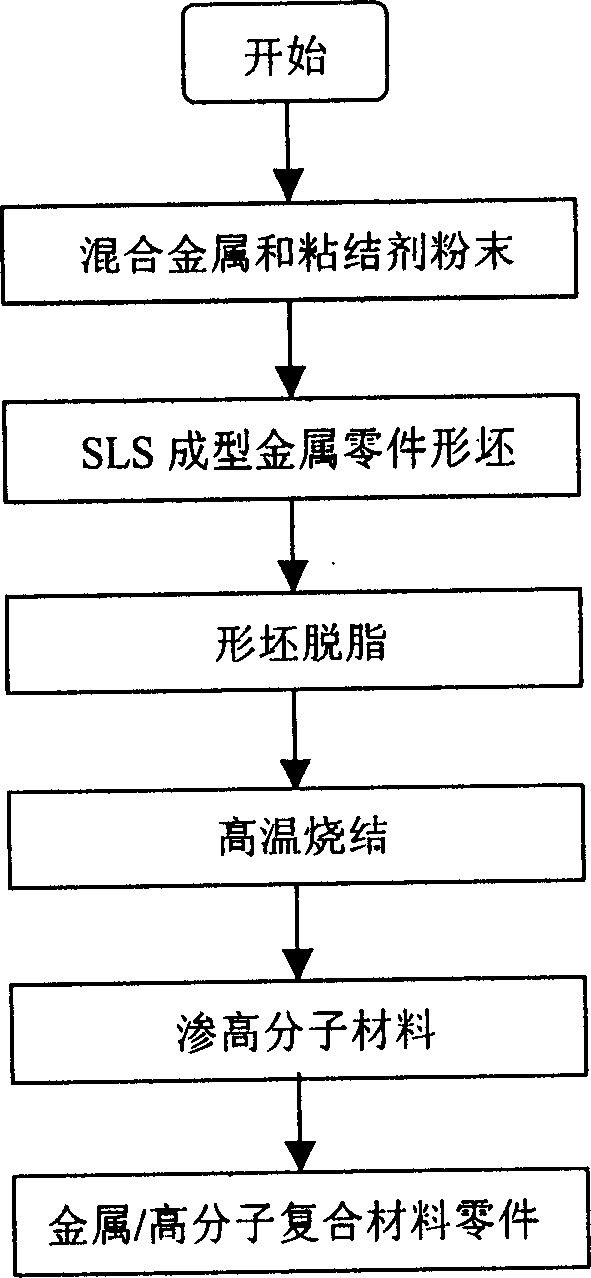
[0026] The present invention adopts epoxy resin powder and 300-mesh 316L stainless steel powder to be mixed uniformly under a certain ratio (such as 1:100) as raw materials, through the HRPS-III type selective laser sintering (SLS) molding system of Huazhong University of Science and Technology, parameter setting For: laser energy 15W; scanning speed 2000mm / s; sintering spacing 0.1mm; sintering layer thickness 0.1mm. The obtained prototype blank is degreased at a temperature of 400°C-600°C under a reducing atmosphere, then heated to 1180°C for high-temperature sintering, and cooled to obtain a porous metal part blank.
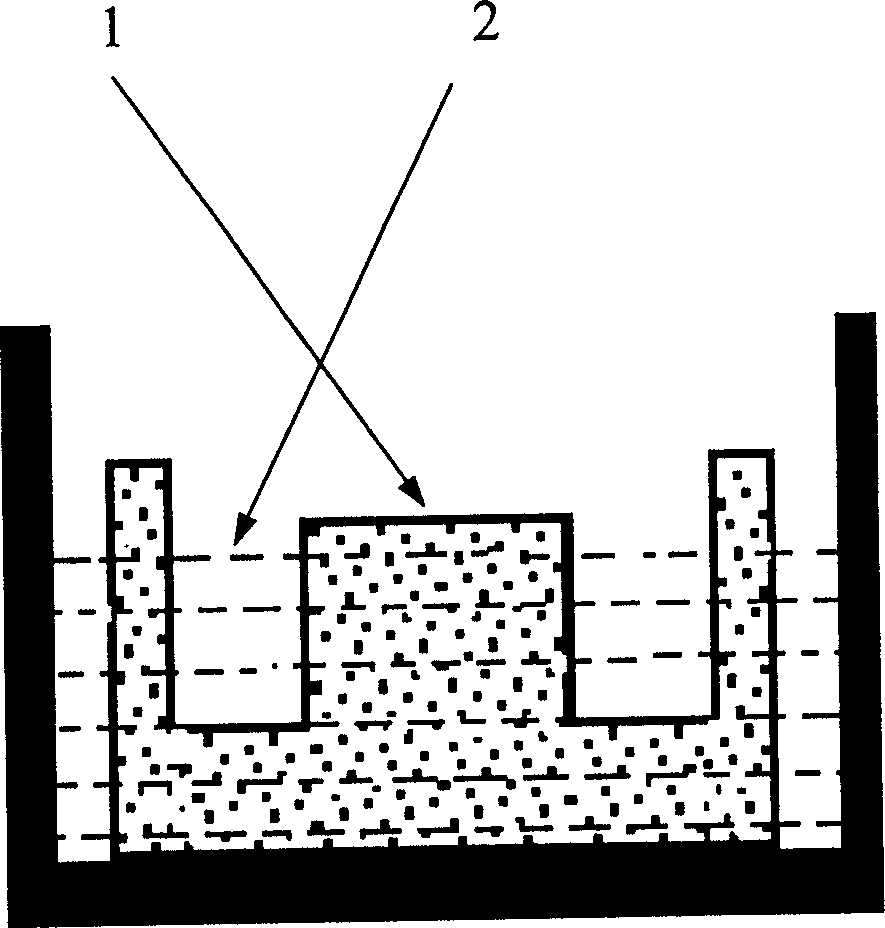
[0027] Mix epoxy resin and phenolic resin by 1:2, add 50% methyltetrahydrophthalic anhydride (MeTHPA) as a curing agent at a temperature of 60 ° C, and stir it evenly, then gradually increase the temperature to 90 ℃. At the same time, the porous metal part (1) is also preheated to 90°C. During the heating process, the viscosity of the solution gradually decrea...
Embodiment 2
[0030] The present invention uses epoxy resin powder and 350-mesh 420L stainless steel powder in a certain ratio (such as 5:100) to mix uniformly as raw materials, and through the HRPS-III selective laser sintering (SLS) molding system of Huazhong University of Science and Technology, the parameters are set For: laser energy 15W; scanning speed 2000mm / s; sintering spacing 0.1mm; sintering layer thickness 0.1mm. The obtained prototype blank is degreased at a temperature of 400°C-600°C in a reducing atmosphere, then heated to 1100°C for high-temperature sintering, cooled and taken out to obtain a porous metal part blank.
[0031] Mix epoxy resin and phenolic resin by 1:1, add 50% methyltetrahydrophthalic anhydride (MeTHPA) as a curing agent at a temperature of 60 ° C, and stir it evenly, and then gradually increase the temperature to 100 ℃. At the same time, the porous metal part (1) is also preheated to 100°C. During the heating process, the viscosity of the solution gradually...
Embodiment 3
[0034] The present invention adopts epoxy resin powder and 400 order 1Cr18Ni9Ti powder to mix evenly under certain proportioning ratio (such as 1: 100) as raw material, through HRPS-III type selective laser sintering (SLS) forming system of Huazhong University of Science and Technology, parameter setting is : Laser energy 15W; scanning speed 2000mm / s; sintering pitch 0.1mm; sintering layer thickness 0.1mm. The obtained prototype blank is degreased at a temperature of 400°C-600°C under a reducing atmosphere, and then heated to a temperature of 1200°C for high-temperature sintering, cooled and taken out to obtain a porous metal part blank.
[0035] Mix epoxy resin and modified silicone at a ratio of 2:1, add 50% methyltetrahydrophthalic anhydride (MeTHPA) as a curing agent at a temperature of 60°C, and stir it evenly, then gradually increase the temperature to 110°C. At the same time, the porous metal part (1) is also preheated to 110°C. During the heating process, the viscosit...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com