

A kind of preparation method of sheet contact material with high oxide content
A technology of contact materials and electrical contact materials, which is applied in the field of preparation of sheet contact materials with high oxide content, can solve the problem of separation or falling off of silver layer and silver oxide, and reduce the bonding strength of soldered silver layer and silver oxide , contact failure and other problems, to achieve the effect of being suitable for mass production and solving the problem of low bonding strength and high bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
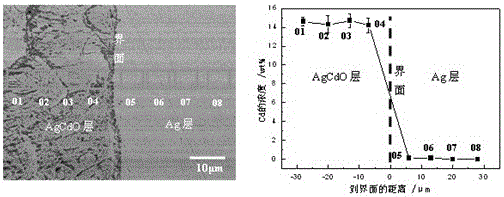
[0029] Weigh 16.2kg of silver ingots, melt them in an intermediate frequency induction furnace, add 3.09kg of cadmium ingots, 0.66kg of oxygen-free copper, 0.04kg of nickel flakes and 0.01kg of aluminum-zinc intermediate alloys in turn, and cast them into ingots after melting completely evenly. ℃ for 4 hours in a furnace, extruded into plates, welded with silver plates, put them together in a medium frequency induction heating furnace, heated for 5 minutes to 700°C, hot rolled into silver-coated plates, punched after multiple passes of cold rolling 1.50mm thick sheet contact, then anneal the contact at 700°C for 2 hours in a nitrogen protective atmosphere, then take the contact out and put it in an internal oxidation furnace for internal oxidation treatment, the internal oxidation temperature is 750°C, and the oxygen pressure is 0.8 MPa, the time is 65 hours, and finally the finished product is obtained after grinding, polishing, cleaning and drying.
[0030] The finished silv...
Embodiment 2
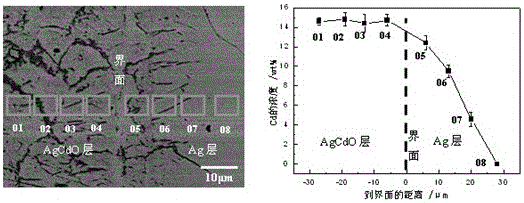
[0032] Weigh 15.95kg of silver ingots, melt them in an intermediate frequency induction furnace, add 3.60kg of cadmium ingots, 0.41kg of oxygen-free copper, 0.03kg of nickel flakes, and 0.01kg of aluminum and bismuth ingots in turn, and cast them into ingots after melting evenly. Heat in an induction furnace for 10 minutes to 770°C, extrude into a plate, heat the plate in an intermediate frequency induction furnace for 5 minutes to 550°C after riveting the silver plate, and hot-roll it into a silver-coated plate, which is cold-rolled and punched for multiple passes Form a 0.6mm thick sheet contact, then anneal the contact at 500°C for 8 hours in an argon protective atmosphere, and then put it into an internal oxidation furnace for internal oxidation treatment, the internal oxidation temperature is 800°C, and the oxygen pressure is 0.5MPa , the time is 15 hours, and finally the finished product is obtained after grinding, polishing, cleaning and drying.
[0033] The finished si...
Embodiment 3
[0035]Weigh 17.24kg of silver ingots, melt them in a medium frequency induction furnace, add 2.04kg of tin ingots, 0.68kg of indium ingots, 0.03kg of nickel flakes and 0.01kg of oxygen-free copper and bismuth ingots in turn, and cast them into ingots after melting evenly. Insulate in a tube furnace at 650°C for 4 hours, extrude into a plate, weld the plate with silver plate, heat it in a furnace at 600°C for 2 hours, and hot-roll it into a silver-coated plate. The plate is cold-rolled multiple times and punched to 3.0mm Thick sheet contacts, then anneal the contacts at 800°C for 1 hour in a nitrogen protective atmosphere, and then put them into an internal oxidation furnace for internal oxidation treatment. The internal oxidation temperature is 650°C, the oxygen pressure is 1.2MPa, and the time is 150 Hours, and finally the finished product is obtained after grinding, polishing, cleaning and drying.
[0036] The finished silver tin oxide and indium oxide electrical contact mat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| electrical resistivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More