

A manufacturing process and equipment for an improved forged steel roll neck high-nickel-chromium-molybdenum alloy cast iron composite roll
A composite roll, high nickel and chromium technology, applied in the field of metal pressure processing, can solve the problems of rapid decrease in hardness and wear resistance, poor thermal fatigue resistance, low thermal fatigue resistance, etc., and achieve good red hardness and high temperature wear resistance properties, good mechanical properties, and excellent crystalline structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
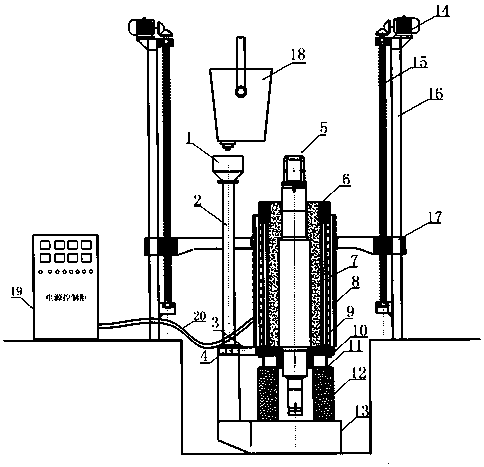
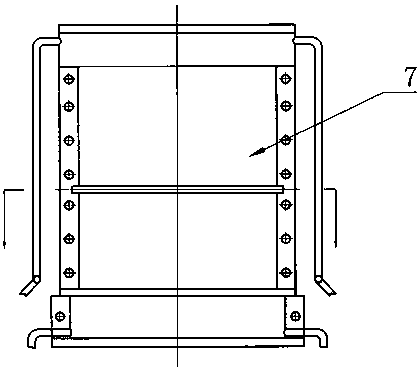
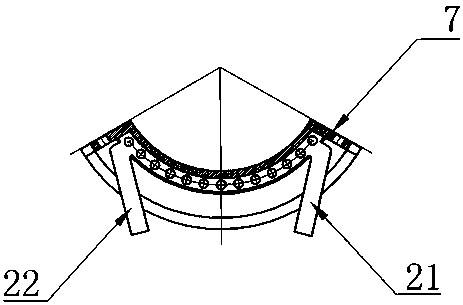
[0067] Embodiment 1: in figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Figure 6 Among them, the equipment has a gantry-type regional directional solidification lifting device 16, a lifting platform 17 is installed on the gantry-type regional directional solidification lifting device 6, an electromagnetic induction heater 8 is installed on the lifting platform 17, and the lifting motor 14 rotates and lifts The screw 15 or hydraulic equipment drives the lifting table 17 to move up and down at the set speed, and the electromagnetic induction power control cabinet 19 is installed on the side of the directional solidification lifting equipment 16 in the gantry type area. The two output ends of the electromagnetic induction power control cabinet 19 are cooled by water. The cable 20 is connected to the two ends of the electromagnetic induction heater 8, and there is a base bracket at the bottom of the directional solidification lifting device 16 in the gantry type are...
Embodiment 2
[0087] Example 2: In figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Figure 6 Among them, the equipment has a gantry-type regional directional solidification lifting device 16, a lifting platform 17 is installed on the gantry-type regional directional solidification lifting device 6, an electromagnetic induction heater 8 is installed on the lifting platform 17, and the lifting motor 14 rotates and lifts The screw 15 or hydraulic equipment drives the lifting table 17 to move up and down at the set speed, and the electromagnetic induction power control cabinet 19 is installed on the side of the directional solidification lifting equipment 16 in the gantry type area. The two output ends of the electromagnetic induction power control cabinet 19 are cooled by water. The cable 20 is connected to the two ends of the electromagnetic induction heater 8, and there is a base bracket at the bottom of the directional solidification lifting device 16 in the gantry type area, ...
Embodiment 3
[0106] Example 3: In figure 1 , figure 2 , image 3 , Figure 4 , Figure 5Among them, the equipment has a gantry-type regional directional solidification lifting device 16, a lifting platform 17 is installed on the gantry-type regional directional solidification lifting device 6, an electromagnetic induction heater 8 is installed on the lifting platform 17, and the lifting motor 14 rotates and lifts The screw 15 or hydraulic equipment drives the lifting table 17 to move up and down at the set speed, and the electromagnetic induction power control cabinet 19 is installed on the side of the directional solidification lifting equipment 16 in the gantry type area. The two output ends of the electromagnetic induction power control cabinet 19 are cooled by water. The cable 20 is connected to the two ends of the electromagnetic induction heater 8, and there is a base bracket at the bottom of the directional solidification lifting device 16 in the gantry type area, and a support ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More