

Welding wire for effectively improving the welding structure of Mg-Al series magnesium alloy
A magnesium alloy and welding wire technology, which is applied in welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problem of no magnesium alloy flux-cored wire patent report, inability to be used as outer cladding material, and poor plasticity of magnesium alloy and other problems, to improve the quality of welded joints, the method is simple, and the effect of increasing compactness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0046] It should be pointed out that the following detailed description is exemplary and is intended to provide further explanation to the present application. Unless defined otherwise, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this application belongs.
[0047] It should be noted that the terminology used here is only for describing specific implementations, and is not intended to limit the exemplary implementations according to the present application. As used herein, unless the context clearly dictates otherwise, the singular is intended to include the plural, and it should also be understood that when the terms "comprising" and / or "comprising" are used in this specification, they mean There are features, steps, operations, means, components and / or combinations thereof.
[0048] As introduced in the background technology, in the prior art, the magnesium alloy itself has poor plas...
Embodiment 1
[0072] Automatic argon arc butt welding of AZ31B magnesium alloy rolled plates:
[0073] (1) The thickness of AZ31B magnesium alloy rolled plate is 3mm, and the size is 50×110mm;
[0074] (2) Before welding, use sandpaper and steel brush to remove the oxide layer on the surface of the plate to be welded, and then clean the surface of the plate with acetone to remove various impurities;
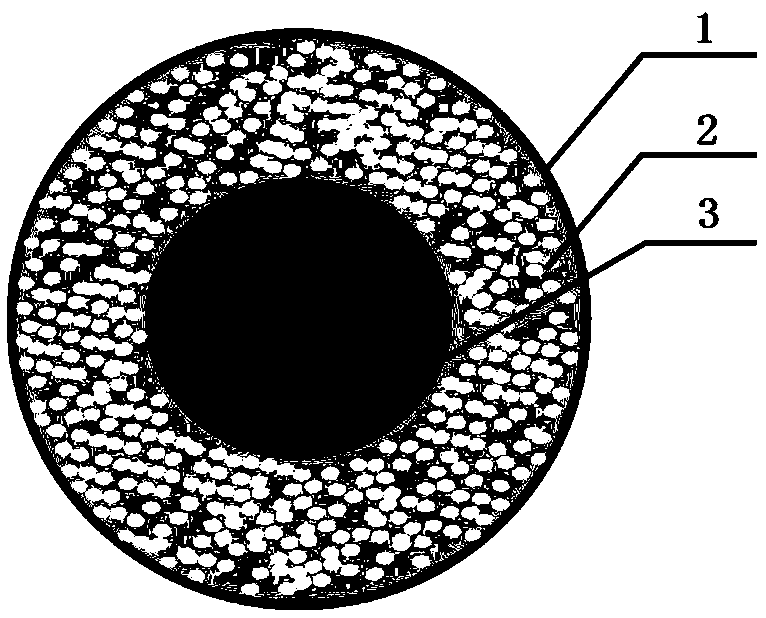
[0075] (1) The magnesium alloy flux cored wire used is 1.6mm in diameter, the inner core is AZ31 wire with a diameter of 0.8mm, and the flux core powder composition of the wire is: Zn: 0.3%, Mn: 0.3%, MgCO 3 : 3.2%, Sr: 0.2%, Ce: 0.3%, Nd: 0.4%, Al-Mg alloy powder is the balance, and the particle size of the core powder is between 80 and 100 mesh;
[0076] (3) Carry out argon arc welding on the AZ31B plate, the welding parameters are: arc voltage 15V, AC 120A, the front shielding gas of the plate to be welded is argon gas with a purity of 99.9%, the gas flow rate is 16L / min, and the back shie...
Embodiment 2
[0083] Argon arc butt welding of AM30 magnesium alloy rolled plates:
[0084] (1) The thickness of AM30 magnesium alloy rolled plate is 2.5mm, and the size is 60×120mm;
[0085] (2) Before welding, use sandpaper and steel brush to remove the oxide layer on the surface of the plate to be welded, and then clean the surface of the plate with acetone to remove various impurities;
[0086] (3) The magnesium alloy flux cored wire used is 1.6mm in diameter, the inner core is AM30 wire with a diameter of 0.8mm, and the flux core powder composition of the wire is: Zn: 0.2%, Mn: 0.4%, MgCO 3 : 3.3%, Sr: 0.3%, Ce: 0.2%, Nd: 0.5%, Al-Mg alloy powder is the balance, and the particle size of the core powder is between 100 and 120 mesh;
[0087] (4) Carry out argon arc welding on the AM30 plate, the welding parameters are: arc voltage 15V, AC 130A, the front shielding gas of the plate to be welded is argon gas with a purity of 99.9%, the gas flow rate is 16L / min, and the back shield gas is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More