

Method for preparing bimetal composite plate by stirring friction braze welding
A friction stir and metal plate technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of large free shrinkage of aluminum, poor flexibility, slow heating/cooling speed, etc., and achieve good interface uniformity, Avoid direct contact and avoid the effect of remaining keyholes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
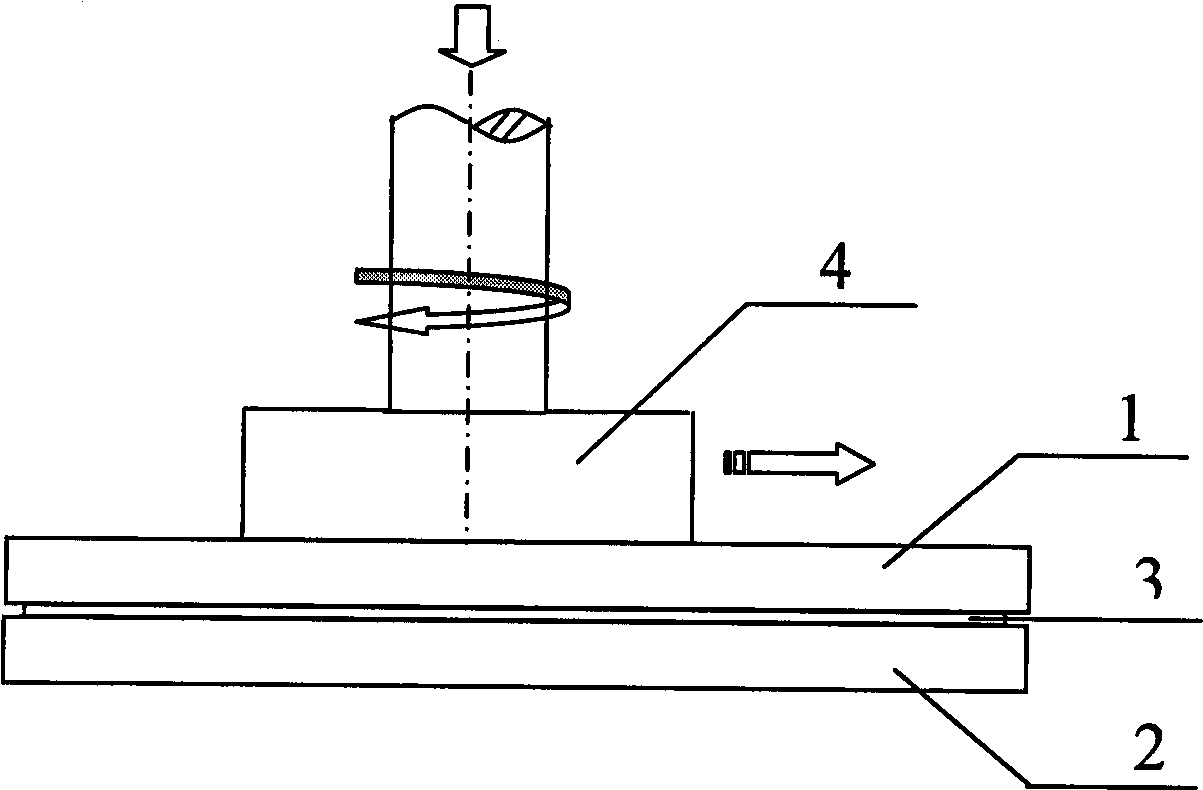
[0068] see figure 1 , a method for preparing a bimetal composite plate by friction stir brazing, the cladding metal plate 1 and the base metal plate 2 are horizontally fixed on the work table in the form of overlapping; between the cladding metal plate 1 and the base metal plate 2 The solder 3 that can undergo eutectic reaction with one of the two plates is preset; the friction tool 4 arranged on the upper surface of the cladding metal plate 1 is a needle-free cylindrical friction tool, and the distance between the needle-free cylindrical friction tool 4 and the normal line of the two plates is The angle of inclination is 1-5°; the needle-free cylindrical friction tool 4 is rotated and slowly pressed until the end of the needle-free cylindrical friction tool 4 is in contact with the upper surface of the cladding metal plate 1; then the needle-free cylindrical friction tool 4. Friction on the upper surface of the cladding metal plate 1 in situ or moving along the welding direct...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More