

Brass flux-cored brazing filler metal with reducing agents and flow aids and preparation method thereof
A reducing agent and flow aid technology, applied in the direction of manufacturing tools, welding equipment, metal processing equipment, etc., can solve the problem of affecting the application of large-gap brazing of flux-cored filler metals, the filler metal cannot normally wet the welding base metal, and increase processing Difficulty and other issues, to achieve the effect of improving flow spreadability, facilitating popularization and application, and improving film removal ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0029] The preparation method of the brass flux-cored solder with reducing agent and flow aid of the present invention comprises the following steps:
[0030] The first step is to smelt brass-based solder ingots according to conventional methods;
[0031] In the second step, the ingot is processed into a thickness of 0.1 to 0.8mm and a width of 3.0~26.0m m ribbon-shaped brass-based solder;
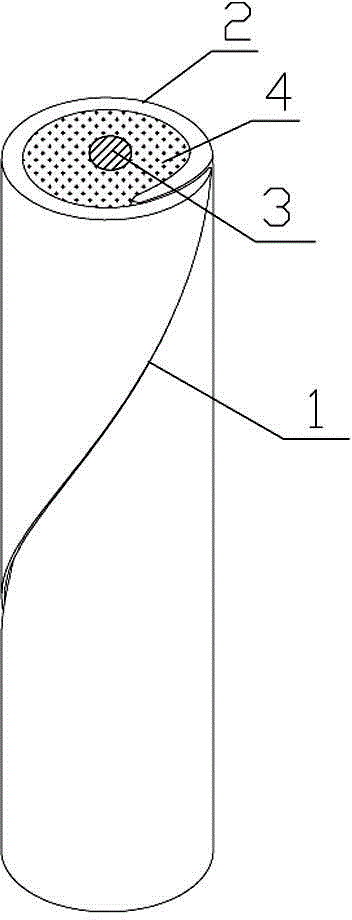
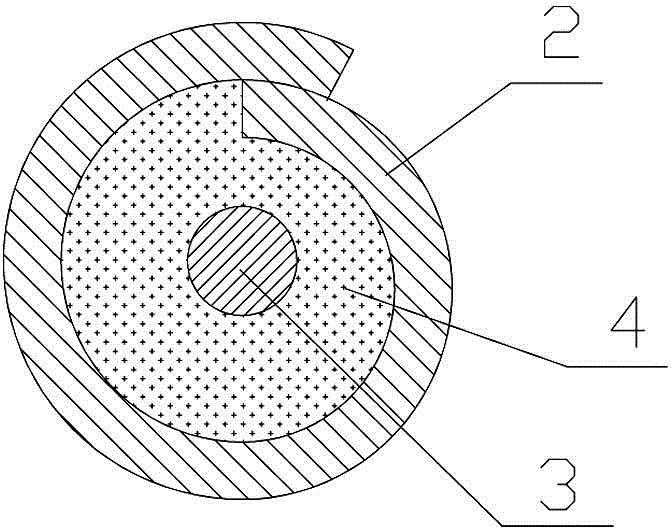
[0032] In the third step, the strip-shaped brass-based solder is rotated to form a solder tube 2 with a spiral lap 1, and during the rolling process, the welding wire 3 and the flux core 4 are added to the solder tube;
[0033] The fourth step is to make the brass cored brazing wire and rod (which can be cut into 100-1000 mm brazing rods) by rolling or drawing the brazing material tube rolled in the third step. A brass flux-cored solder ring with a hollow structure or at least two turns of a brass flux-cored solder spiral ring wound in the axial direction made of long solder, the distanc...
Embodiment 1
[0036] A kind of self-reducing agent of the present invention, flow aid brass core solder, its preparation method is as follows:
[0037]a) Copper, zinc, tin, silicon, and manganese are prepared in proportion and smelted, cast into a rod-shaped BCu59.5Zn39Sn1Si0.3Mn0.2 solder alloy ingot of Φ50 mm, cut off the riser and turn the ingot to remove oxidation leather for use;
[0038] b) Raise the temperature of the solder extrusion equipment to 750 °C, place the turned ingot in the muffle furnace for preheating, the preheating temperature is 600 °C, put the preheated ingot into the mold of the extrusion equipment Inside, extrude into a strip-shaped solder with a thickness of 5.0 mm and a width of 8.5 mm, and make a brass-based solder strip with a thickness of 0.2 mm and a width of 7.5 mm;
[0039] c) Evenly mix the drug core containing 15% borax, 72% boric acid, 7% calcium fluoride, and 6% potassium fluoroaluminate, dry it in a low-vacuum drying oven at 100°C~130°C for 200min, an...
Embodiment 2
[0044] A kind of self-reducing agent of the present invention, flow aid brass core solder, its preparation method is as follows:
[0045] a) Copper, zinc, and manganese are prepared in proportion and smelted, cast into a rod-shaped Cu58Zn38Mn4 solder alloy ingot of Φ50 mm, cut off the riser, and then turn the ingot to remove the scale for use;
[0046] b) Raise the temperature of the solder extrusion equipment to 700 °C, place the turned ingot in the muffle furnace for preheating, the preheating temperature is 600 °C, put the preheated ingot into the mold of the extrusion equipment Inside, extrude into a strip-shaped solder with a thickness of 5.5 mm and a width of 8.8 mm, and make a brass-based solder strip with a thickness of 0.2 mm and a width of 8.0 mm;
[0047] c) Evenly mix the drug core containing 25% borax, 65% boric acid, 7% calcium fluoride, and 3% potassium fluoride, dry it in a low-vacuum drying oven at 100°C~130°C for 250min, and cool it for use;
[0048] d) The ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More