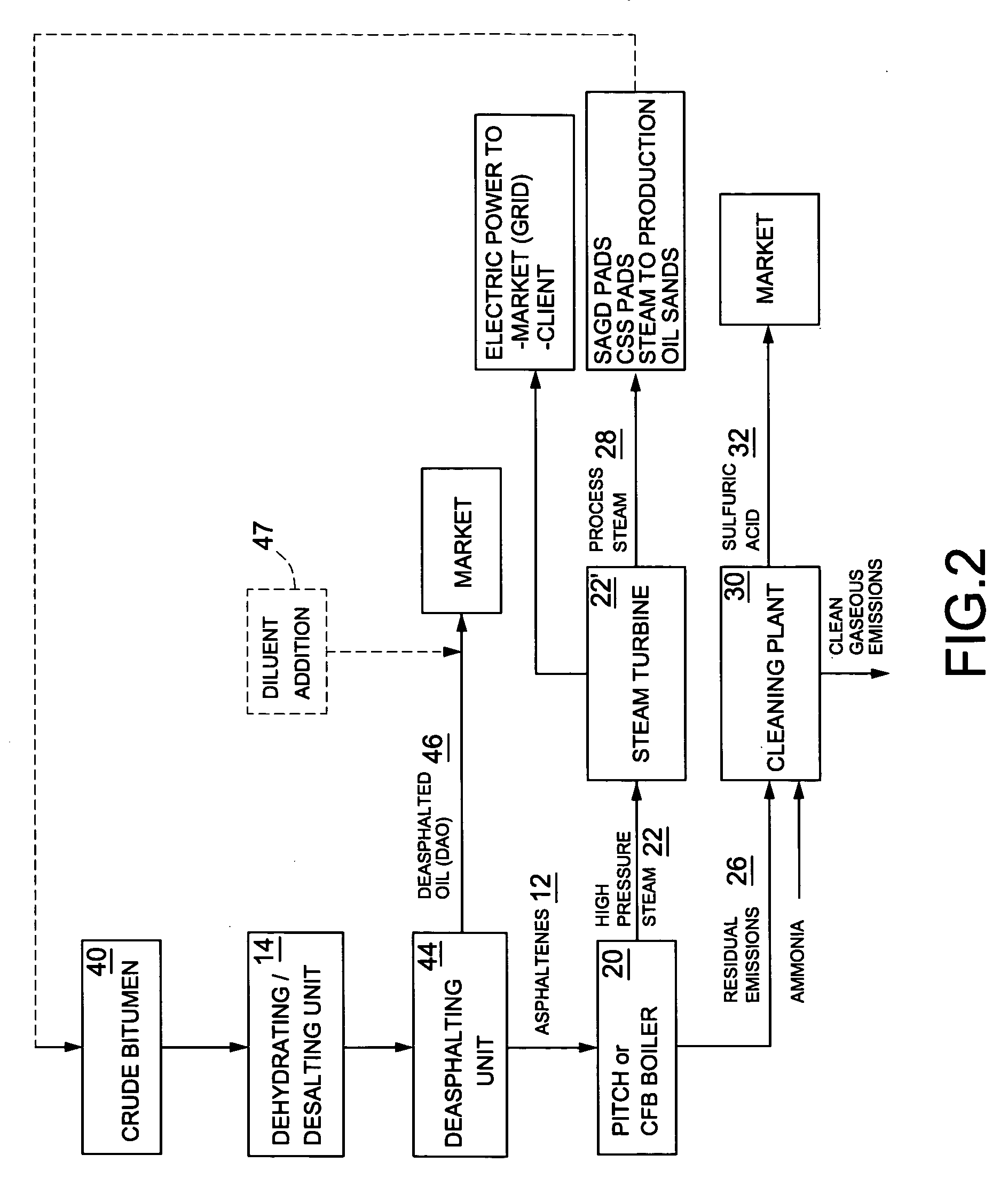
[0011]More specifically, the invention may relate to an integrated process in which heavy oil or bitumen produced from both “in situ” or surface
oil sands mines is
solvent de-asphalted to yield a de-asphalted oil (DAO) and an
asphaltene fraction, which is used as fuel in a boiler to replace expensive
natural gas, reduce energy costs and reduce or obviate the need for diluents to make the de-asphalted oil pipelinable. In particular the invention will substantially reduce energy and diluents costs and improve the economics of producing bitumen. In addition, produced de-asphalted oil will be of higher quality, lower
viscosity, reduced sulfur,
nitrogen, Conradson carbon,
nickel and
vanadium.
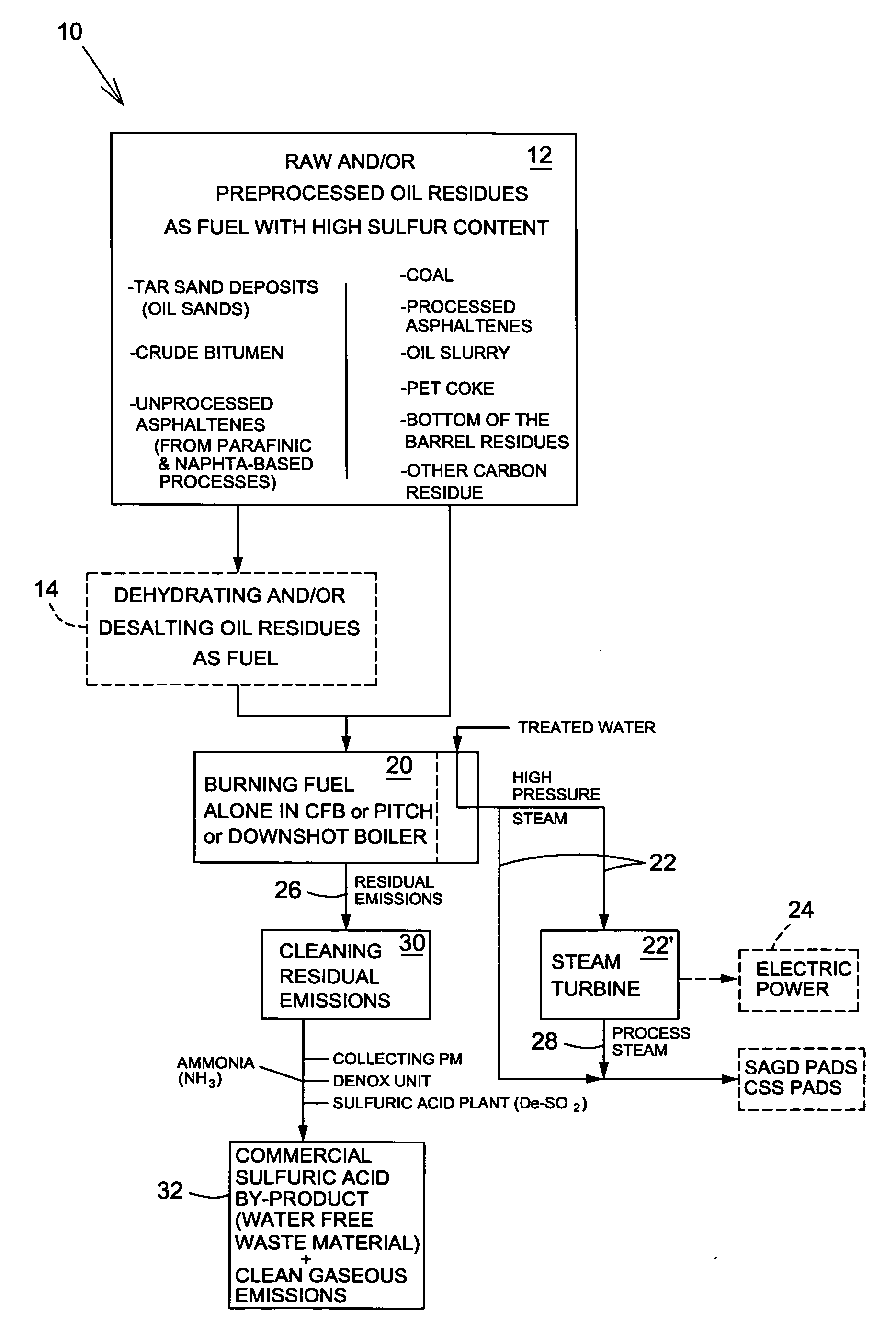
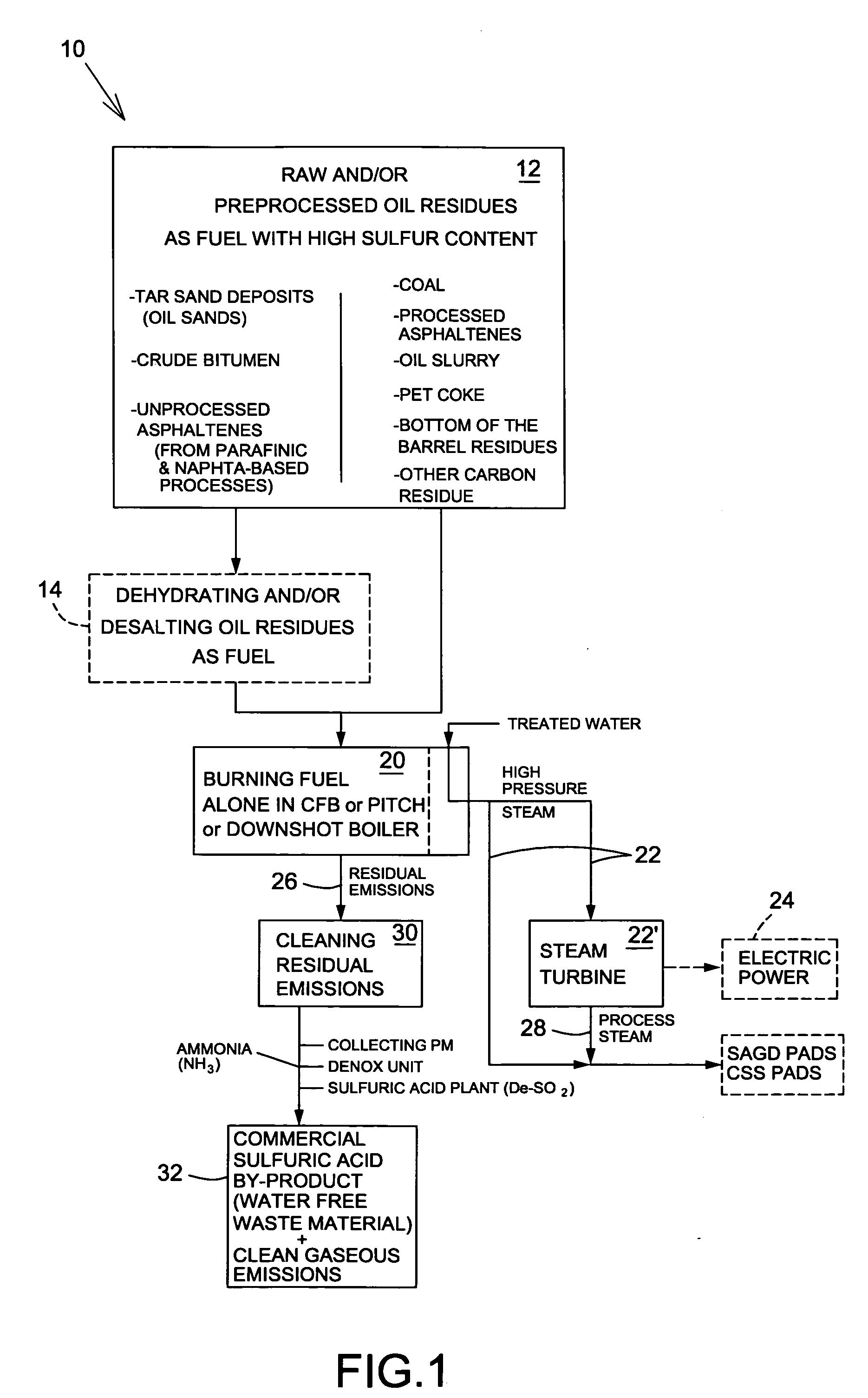
[0012]The inventor found that any raw and / or preprocessed oil residues such as, but not limited to, unprocessed bitumen (from both from
oil sands and “in situ” processes can be efficiently de-asphalted to produce higher quality de-asphalted oil and asphaltenes which can be used as a liquid or
solid fuel for producing steam (and / or power) in a clean, or ‘green’, way. The bitumen, typically from parafinic process or naphta-based process, is merely dehydrated and desalted, flashed to remove the gas oil fraction and then de-asphalted. The process is cost effective and produces high quality fuel, that is of higher BTU (British Thermal Unit) content than
coal or pet (
petroleum)
coke with lower amounts of ash than
coal. These characteristics make asphaltenes an ideal fuel to be transported in
solid form as granules, or in hot liquid form, or as a water / oily
slurry or as a water or
oil emulsion. Moreover,
fluidized bed boiler, BFD (
bubbling fluidized bed), CFB circulating
fluidized bed or OTSG (once through steam generating) CFB boilers or OTSG boiler with FGD (
flue gas desulfurization) units burn asphaltenes in a clean manner and generate much less emissions than
coal. Nonetheless, when high efficiency burning of 99% and more of the carbons with high
sulfur content oil residue fuel is considered, only CFB boilers (because of circulation),
pitch boilers and downshot boilers (for petcoke) are suitable to burn alone the fuel. Moreover, the boiler(s) is used with a residual emissions cleaning unit such as a
sulfuric acid plant (such as a WSA™ process) or preferably with a SNOX™ unit for simultaneously cleaning emissions of SO2,
NOx and PM while producing commercial grade sulfuric acid. Removing PM, NOx and SO2 in the
gas phase after
combustion has additional benefits: reduced needs for sulfur sorbents, reduced production of ashes and
gypsum, improved
thermal efficiency of boiler. In addition the removal of pollutants allows for the production of sulfuric acid (H2SO4) of commercial grade; the most common and basic chemical.
[0013]Moreover, the process is fully integrated and can be used on site without the need for additional
processing units. Since the process uses raw, or preprocessed oil residues, it significantly decreases costs by reducing the amount of pretreatment with organic solvents. The process of the present invention significantly improves
oil quality, and significantly lowers
oil viscosity thereby permitting easier pumpability of the oil through standard pipelines. Organic and
inorganic contaminants are reduced in the oil which improves the value of the de-asphalted oil.
[0015]Typically, the oil residues have a sulfur content larger than 1% wt (more than 1% wt being high sulfur content as defined by US
Environmental Protection Agency (EPA)), and preferably larger than 3% wt, and wherein cleaning improves an efficiency of the burning of the oil residues, said sulfur content of said oil residues increasing the
thermal efficiency of the burning process because of an exothermic
chemical reaction in the production of the gaseous sulfuric acid.
[0021]Typically, instead of producing
gypsum as in conventional CFB boiler using limestone or
lime sorbents, the residual emissions are processed through a sulfuric acid
plant or sulfuric acid and denox unit or the like process to remove sulfur from the back end. The benefits are reduced cost for limestone, higher
thermal efficiency and better emissions, since 95-98% of both SO2 and NOx are removed. Prior processes failed to include the production of sulfuric acid as an efficient way to meet emissions requirement for SO2, NOx and PM. The use of a sulfuric acid plant at the back end allows for higher thermal efficiency of the boiler, no or reduced need for limestone and consequent production of
gypsum. In Northern Alberta transportation costs are high, the use of limestone is expensive and production of gypsum increase costs. The production of marketable sulfuric acid disposes of sulfur in the most economical and permanent manner. No stockpiles of sulfur or gypsum will be created as a result of this invention. The use of a sulfuric acid and denox plant makes it possible to remove PM, NOx and SO2 without generating
liquid waste materials such as waste water. In fact, the added benefit of not using limestone and making sulfuric acid instead of gypsum makes the
water chemistry much simpler, because the pH of water is not affected by limestone and other contaminants. The resulting ash from the sulfuric acid process is water free and totally
inert so that they can be disposed of safely.



 Login to View More
Login to View More