

Thermal spraying rare earth alloy coated rebar
A rare earth alloy, thermal spraying technology, applied in coatings, metal material coating technology, anti-corrosion coatings, etc., can solve the problems of increased anchorage length of steel bars, decreased bonding strength, anti-exposure aging, etc., and achieves the optimization of metal alloy performance, The effect of improving the surface state and refining the alloy grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1- Embodiment 3
[0039] The rare earth alloy wire was prepared, and its composition by weight percentage is shown in Table 1.
[0040] Si, Cu, Zr, Mg, V, Li, Ti, B, Bi, Mn, rare earth metals, etc. contained in the components, and 20% to 30% of Zn are melted in a hollow induction furnace to form a master alloy. spare;
[0041] Then put Al and the remaining Zn into the melting furnace for melting, the melting temperature is 750±10°C, after Al and Zn are completely melted, refine, then add the master alloy prepared above, fully stir until the melting is clear, and let it stand for 0.5~ After 2 hours, remove the slag and cast it into bars;
[0042] Put the bar into an electric furnace at 400±20°C for heat treatment for 3-6 hours, and obtain a rough alloy billet with a diameter of 4-8mm through horizontal continuous casting; after annealing the rough billet in a vacuum annealing furnace at 200±20°C for 1-2 hours, use The wire drawing machine is made into 2mm or 3mm diameter special wire for therm...
Embodiment 4- Embodiment 5
[0048] Water-based two-component polyurethane primer sealer preparation, its components by weight percentage are shown in Table 2
[0049] The preparation method of the main agent part: add alcohol ether solvents, wetting and dispersing agents, wetting agents, leveling agents, anti-sedimentation agents, adhesion promoters, antioxidants, and ultraviolet light absorbers to deionized In water, stir and disperse until the fineness is below 30 μm, then add hydroxyl-containing polyacrylate dispersion, water-based elastic polyurethane dispersion, scaly zinc powder or aluminum powder, defoamer, thickener, and anti-sagging additives to stir and disperse After 30 minutes, it will be packaged.
[0050] The curing agent part includes the following raw materials: 60-80% water-dispersed polyisocyanate, 20-40% high-boiling point ether ester solvent, the two are mixed and dispersed according to the weight percentage in Table 2, and then discharged and packaged.
[0051] Examples 4-Example 5 ...
Embodiment 6
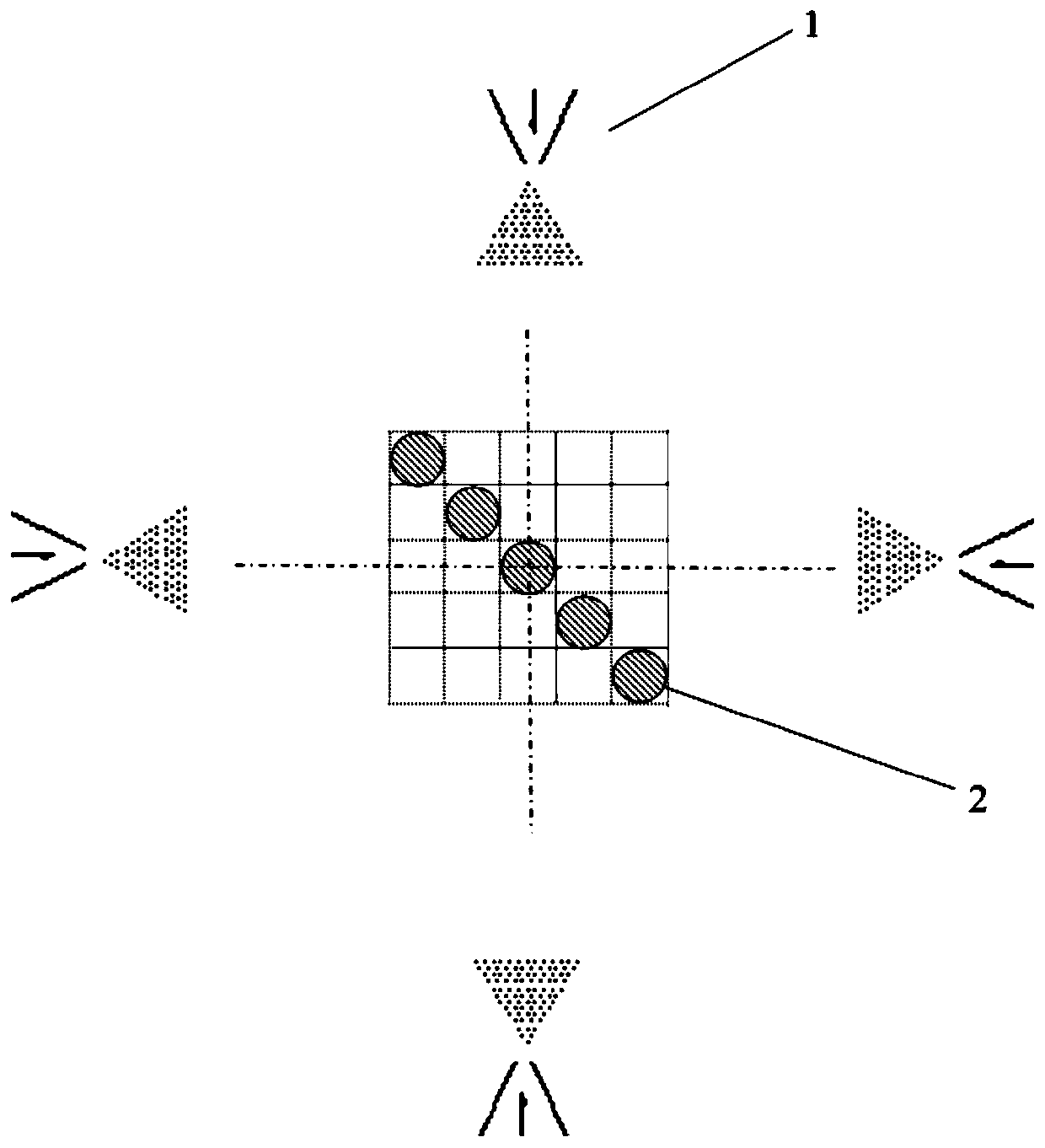
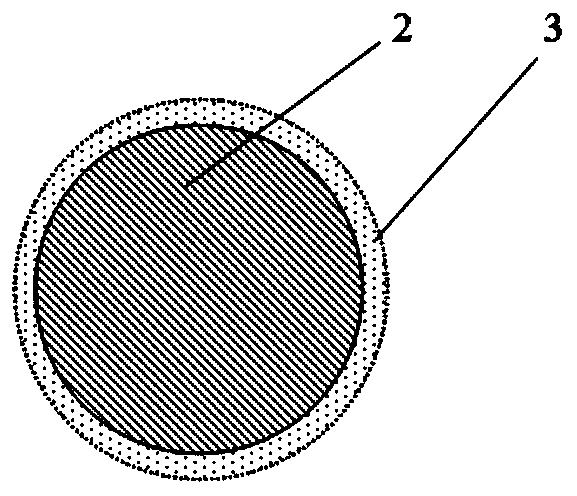
[0056] See figure 1 and figure 2 shown;
[0057] The preparation method of the thermal sprayed rare earth alloy clad steel bar is as follows: The preparation method of the thermal sprayed rare earth alloy clad steel bar is as follows: the steel bar assembly line adopts figure 1 Arranged in the manner shown, the thermal spraying spray gun 1 is arranged around the longitudinal cross-section of the steel bar 2 assembly line, in a "ten"-shaped structure.
[0058] Step 1: Mechanical derusting Derusting by shot blasting machine to remove dust, impurities, scale and rust on the surface of the steel bar. The surface cleanliness of the steel bar base material can reach Sa3 level, and the surface roughness can reach Rz60-100μm;
[0059] Step 2: Immediately after thermal spraying mechanical rust removal, use an arc spray gun to spray the rare earth alloy wire material prepared in Example 1 on the surface of the qualified steel matrix 2 that has been derusted, adjust the walking speed ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More