[0005] Heat barrier technology consists of coating the components with a thin insulating ceramic layer varying in thickness from a few tens of micrometers to a few millimeters. The ceramic layer typically consists of zirconia stabilised with
yttrium and has the advantages of low thermal
conductivity and the good
chemical stability necessary in the severe conditions experienced during turbine operation. A bonding sublayer of an aluminoforming
metal alloy can be interposed between the
superalloy and the ceramic layer and serves to boost the adhesion of the ceramic layer while protecting the substrate from oxidation.
[0007] Heat spraying and physical deposition in the vapour phase of an
electron beam, called EB-PVD (electron beam physical
vapour deposition) for short, are the two industrial processes used to deposit the heat barriers. For application to the aerodynamic part of the blades and diffusers the EB-PVD method is preferred to heat spraying, mainly because it gives a coating with a better surface texture and reduces obstruction of the ventilation apertures. Also, the EB-PVD process helps to provide the layer with a
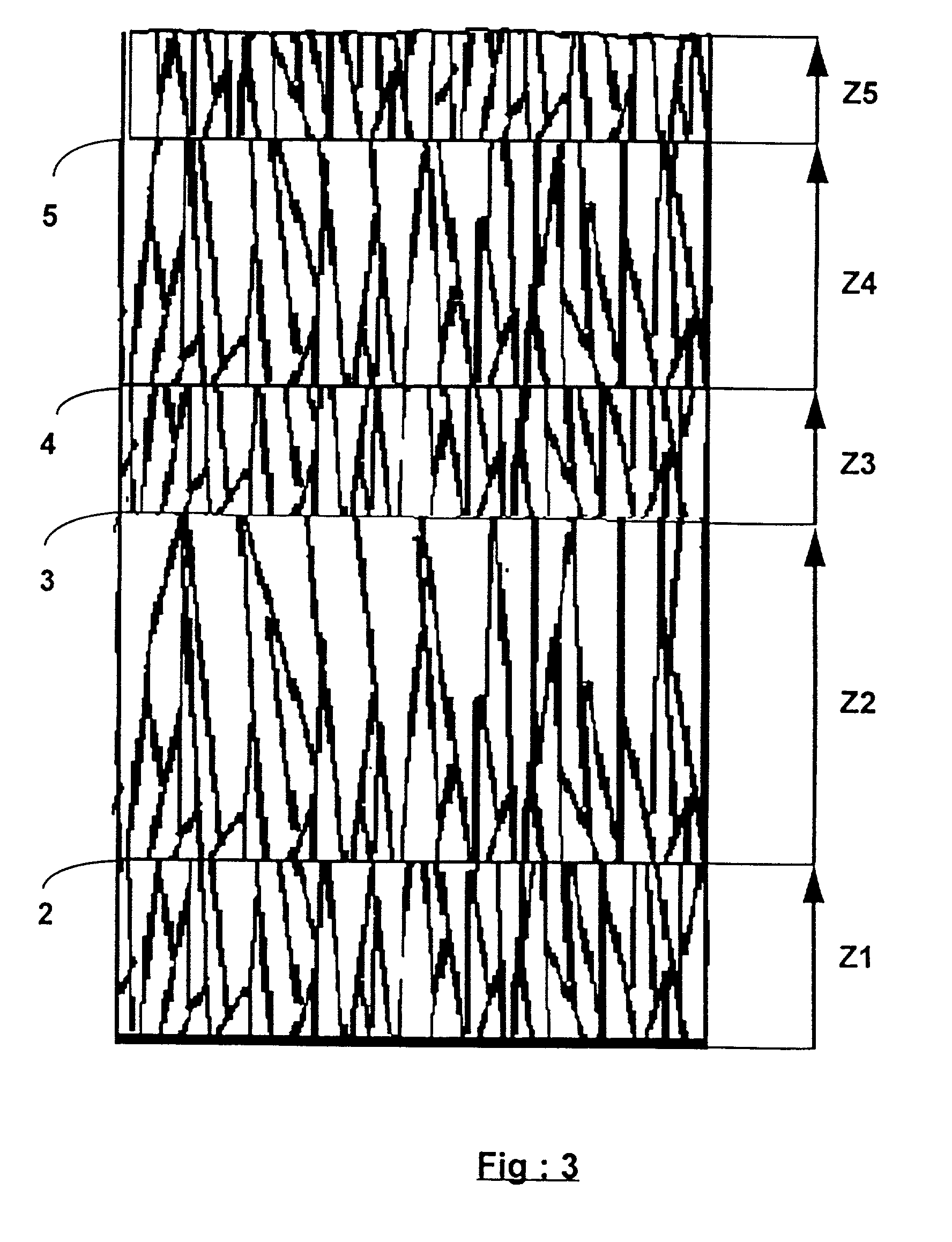
microstructure in the form of microcolumns perpendicular to the article surface. The
microstructure enables the coating to deal with thermal and mechanical deformations in the plane of the substrate. For this reason EB-PVD heat barriers have a thermomechanical fatigue life which is considered to be better than that of
plasma-sprayed ceramic layers.
[0008] In
vapour deposition processes the coating is the result of vapour condensing on the article to be covered. There are two categories of vapour phase processes--physical processes (PVD) and chemical processes (CVD). In physical vapour phase processes the coating vapour is produced by
vaporization of a
solid material, also called the target.
Vaporization can be produced by
evaporation caused by a heat source or by cathodic atomization, a process in which the material is atomized by ionic bombardment of the target. In chemical vapour phase processes the coating vapour is the result of a
chemical reaction between the gaseous components, which occurs either in the vapour phase or at the coating / gas interface. The vapour phase deposition processes are carried out in a
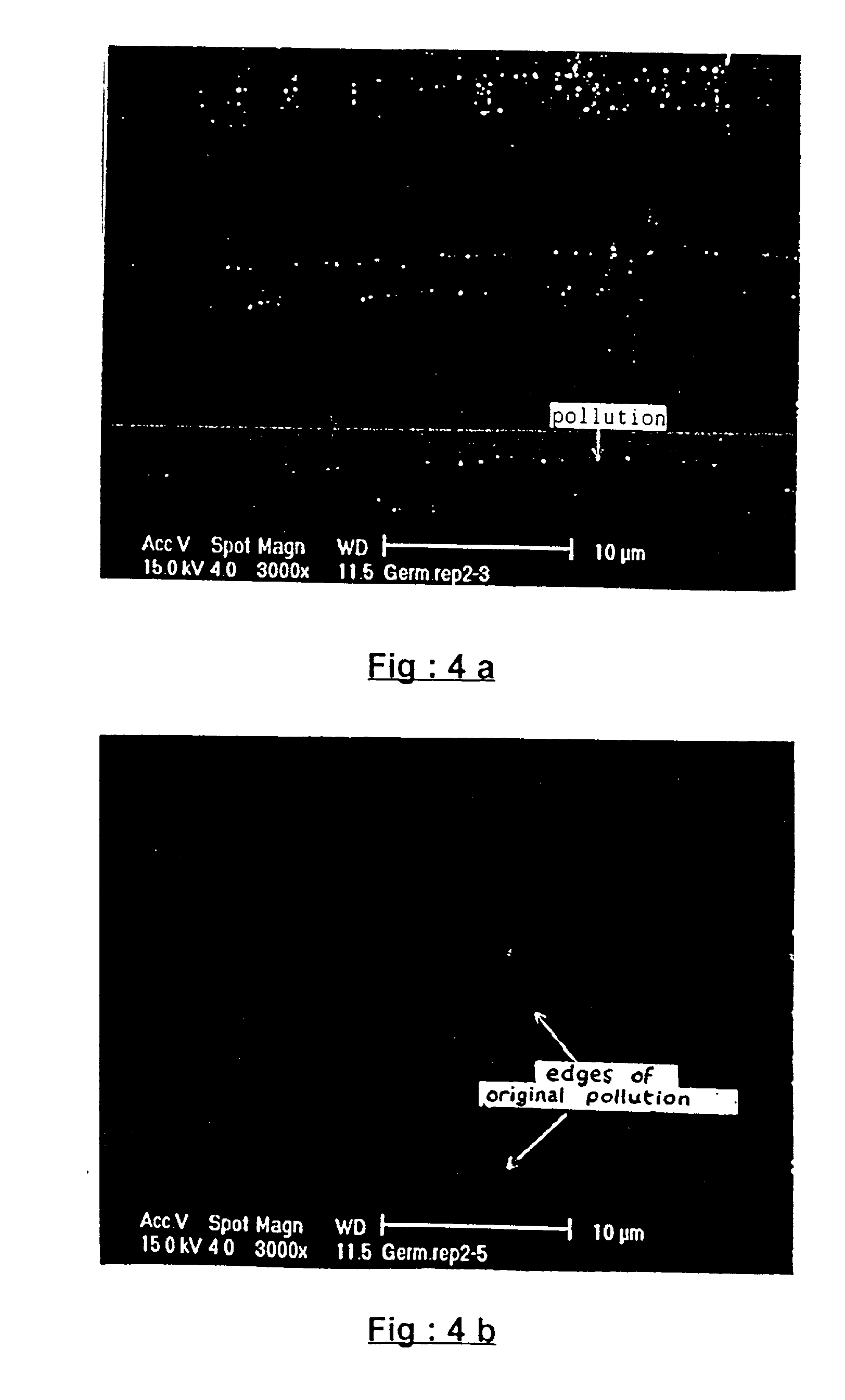
controlled atmosphere to prevent
contamination or
pollution of the deposits by reaction with unwanted gas components. To this end, the
deposition chamber is preliminarily exhausted to a secondary vacuum (between 10.sup.-6
Torr and 10.sup.-4
Torr) and baked. An
inert or reactive working gas can be introduced in a controlled manner during deposition.
[0011] Some of the
oxygen thus dissociated from the
zirconium oxide molecules is lost as a result of the pumping of the chamber, with the consequence that the zirconia deposits are rendered substoichiometric (oxygen depleted). This effect can be countered by the introduction of an oxygen-rich gas (typically a mixture of
argon and oxygen) at a pressure of a few milli-Torr into the chamber during the deposition. The effect can also be corrected ex-situ when no
reactive gas is introduced into the chamber during deposition. The
stoichiometry of the coating is then restored by subjecting the coated articles to a simple annealing in air at a temperature of 700.degree.C. for 1 hour. The introduction of oxygen into the EB-PVD chamber also helps to preoxidise the articles in situ before the ceramic deposition. The
alumina film thus formed on the surface of the bonding sublayer provides satisfactory adhesion of the ceramic layer. In the industrial EB-PVD process only those article surfaces facing the
vaporization source are coated. To cover an article of a complex geometrical shape, such as a rotor blade or a diffuser, the article must be rotated in the flow of coating vapour.
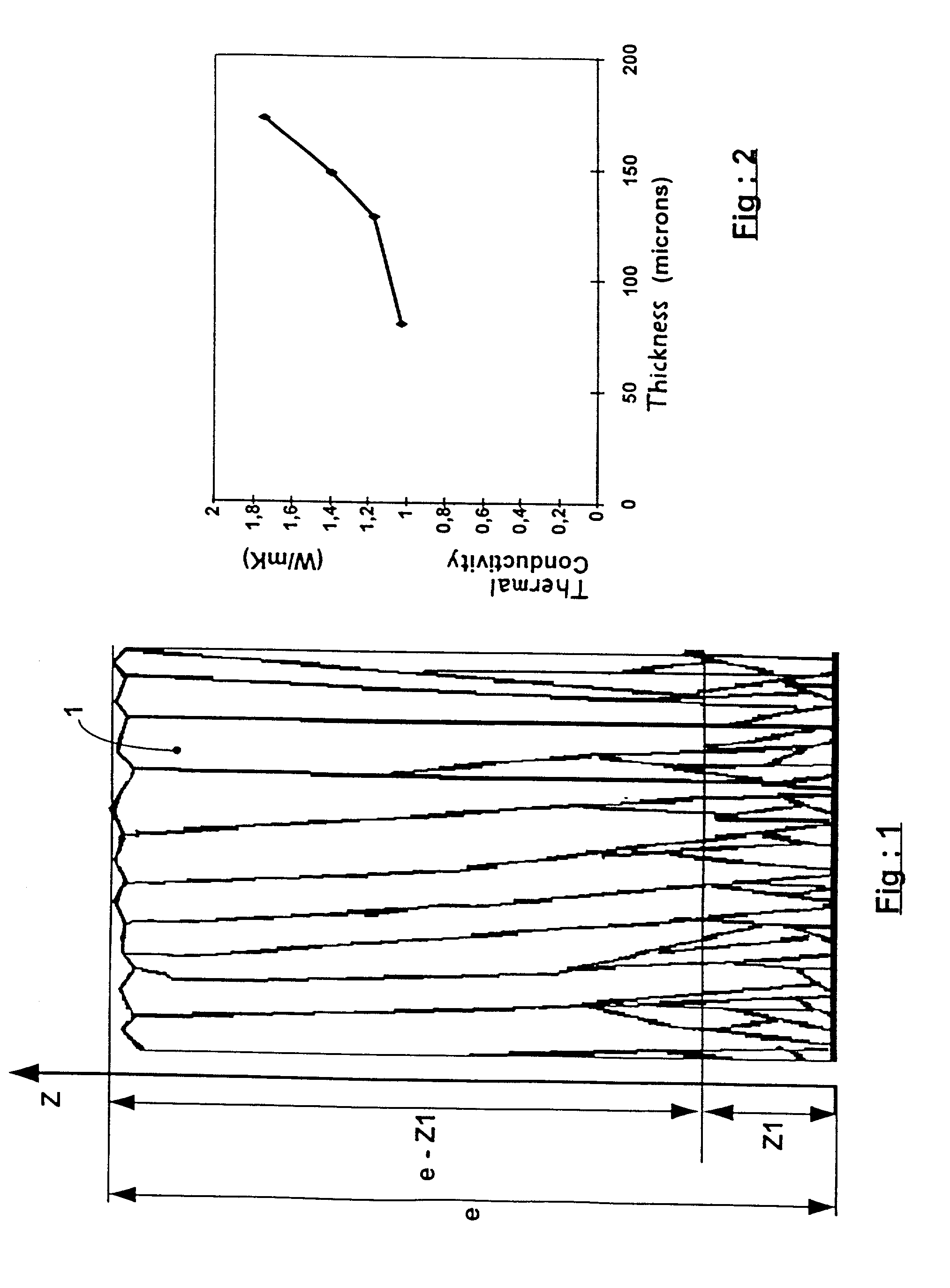
[0012] EB-PVD ceramic layers may have undeniable advantages for use on turbine blades, but they suffer from the major
disadvantage of a thermal
conductivity (typically from 1.4 to 1.9 W / mK) which is twice that of
plasma sprayed heat barriers (from 0.5 to 0.9 W / mK). This difference in thermal conductivity is associated with the morphology of the deposits. The ceramic microcolumns perpendicular to the article surface which are found in EB-PVD depositions offer little hindrance to
heat transfer by conduction and by
radiation, whereas
plasma sprayed depositions have a network of
micro cracks which extend substantially parallel to the plane of the deposit, usually in the form of incomplete joints between the ceramic droplets which are crushed in the spraying. These
micro cracks are much more effective in preventing heat conduction through the deposit. The insulation provided by a ceramic layer is proportional to its conductivity and thickness. For a given insulation level, halving the thermal conductivity of the ceramic layer would enable the coating thickness to be approximately halved--a considerable
advantage when used on rotor blades subjected to
centrifugal force.



 Login to View More
Login to View More