High-toughness 17-4PH precipitation-hardening stainless steel metal core welding wire
A technology of precipitation hardening and stainless steel, which is applied in the field of metal cored welding wire, can solve the problems of martensitic precipitation hardening stainless steel welding difficulties, uncontrollable tissue ratio, and decreased strength of welded joints, and achieve stable welding arc, improved welding performance, and melting speed fast effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
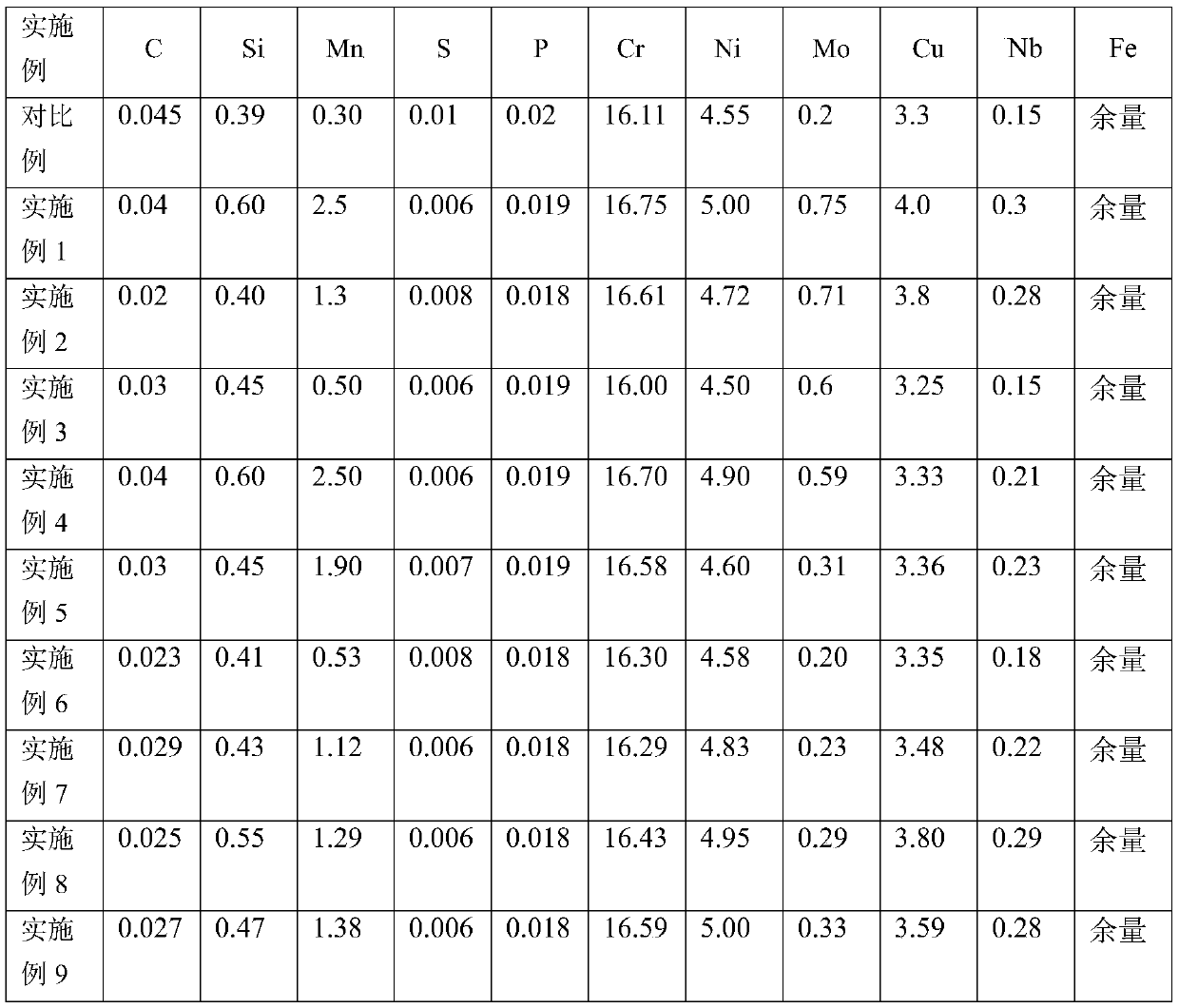
[0032] Embodiment 1. A 10×0.3 (width of 10mm, thickness of 0.3mm) 430 stainless steel strip is selected, and the filling rate is 28%. After drawing and reducing the diameter, a welding wire with a diameter of 1.2 mm is obtained.
[0033] The mass percentage of each component in the powder core is: the mass percentage of metal chromium powder is 25%, the mass percentage of metal nickel powder is 18%, the mass percentage of electrolytic metal manganese is 3%, and the mass percentage of molybdenum (Mo %=60%) is 5% by mass, ferro-niobium (Nb%=60%) is 2% by mass, pure copper powder is 15% by mass, and 45% ferrosilicon is 2% by mass. The mass percentage of sodium carbonate is 3%, and the mass percentage of potassium titanate is 4%. The balance is reduced iron powder.
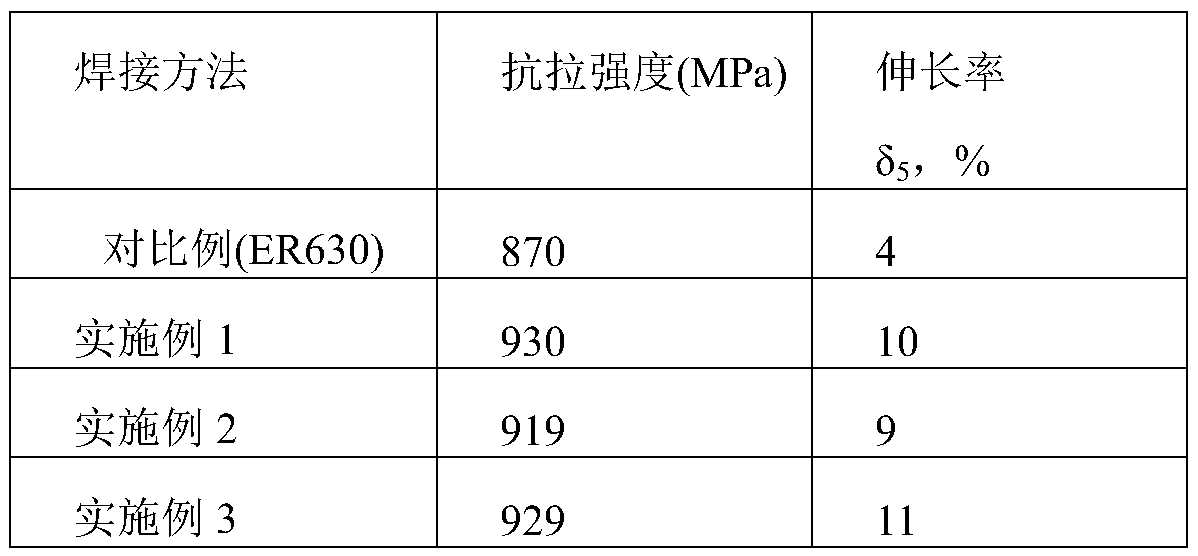
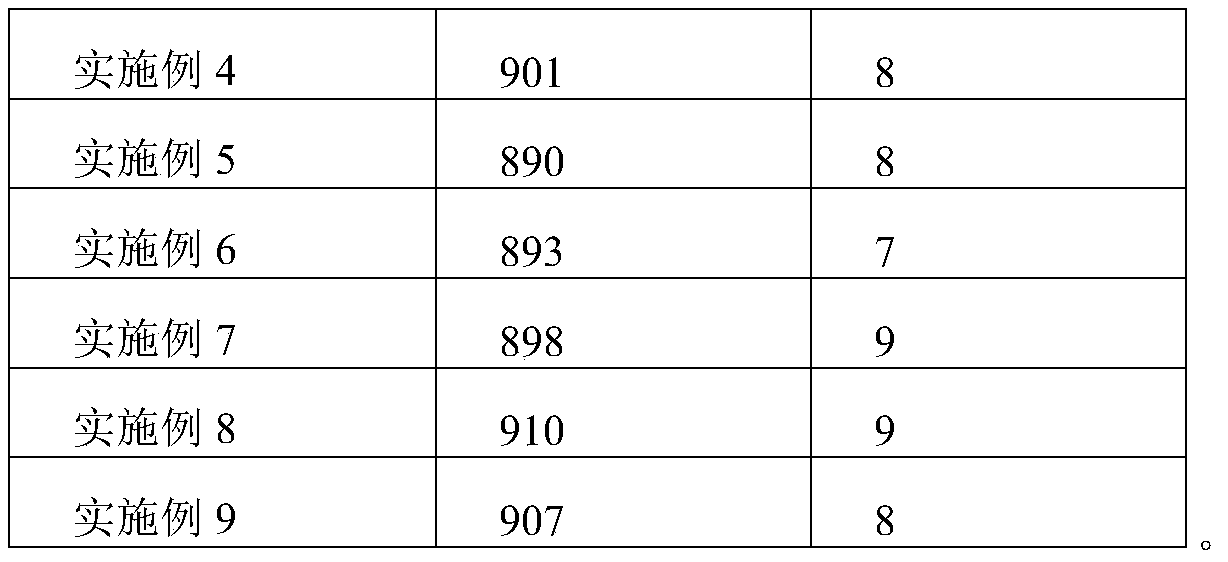
[0034] The welding current used during welding is 50A, and the welding voltage is 22V. The welding method adopts argon arc welding. The welding shielding gas is pure argon gas, and the shielding gas flow rate is 10L / mi...
Embodiment 2
[0035] Embodiment 2. A 10×0.3 (width of 10mm, thickness of 0.3mm) 430 stainless steel strip is selected, and the filling rate is 30%. After drawing and reducing the diameter, a welding wire with a diameter of 1.6 mm is obtained.
[0036] The mass percentage of each alloy component in the powder core is: the mass percentage of metal chromium powder is 20%, the mass percentage of metal nickel powder is 16%, the mass percentage of electrolytic metal manganese is 2%, and the mass percentage of molybdenum (Mo%=60 %) is 4%, the mass percentage of ferroniobium (Nb%=60%) is 1%, the mass percentage of pure copper powder is 13%, and the mass percentage of 45% ferrosilicon is 0%. The mass percentage of sodium carbonate is 3%, and the mass percentage of potassium titanate is 4%. The balance is reduced iron powder.
[0037] The welding current used during welding is 90A, and the welding voltage is 23V. The welding method adopts argon arc welding. The welding shielding gas is pure argon gas,...
Embodiment 3
[0038] Example 3. A 10×0.3 (width of 10mm, thickness of 0.3mm) 430 stainless steel strip is selected, and the filling rate is 35%. After drawing and reducing the diameter, a welding wire with a diameter of 3.2 mm is obtained.
[0039] The mass percentage of each alloy component in the powder core is: the mass percentage of metal chromium powder is 17%, the mass percentage of metal nickel powder is 13%, the mass percentage of electrolytic metal manganese is 1%, and the mass percentage of molybdenum (Mo%=60 %) is 3%, the mass percentage of ferroniobium (Nb%=60%) is 0.5%, the mass percentage of pure copper powder is 11%, and the mass percentage of 45% ferrosilicon is 1%. The mass percentage of sodium carbonate is 2%, and the mass percentage of potassium titanate is 2%. The balance is reduced iron powder.
[0040] The welding current used during welding is 120A, and the welding voltage is 24V. The welding method adopts argon arc welding. The welding shielding gas is pure argon gas,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter range | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com