

Three-dimensional printing method
A three-dimensional printing and three-dimensional motion technology, applied in the field of 3D printing, can solve the problems of increasing the cost of molding materials, prone to brittle fracture, low mechanical strength, etc., and achieve the effect of improving molding accuracy, broadening the selection range, and expanding the application field.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
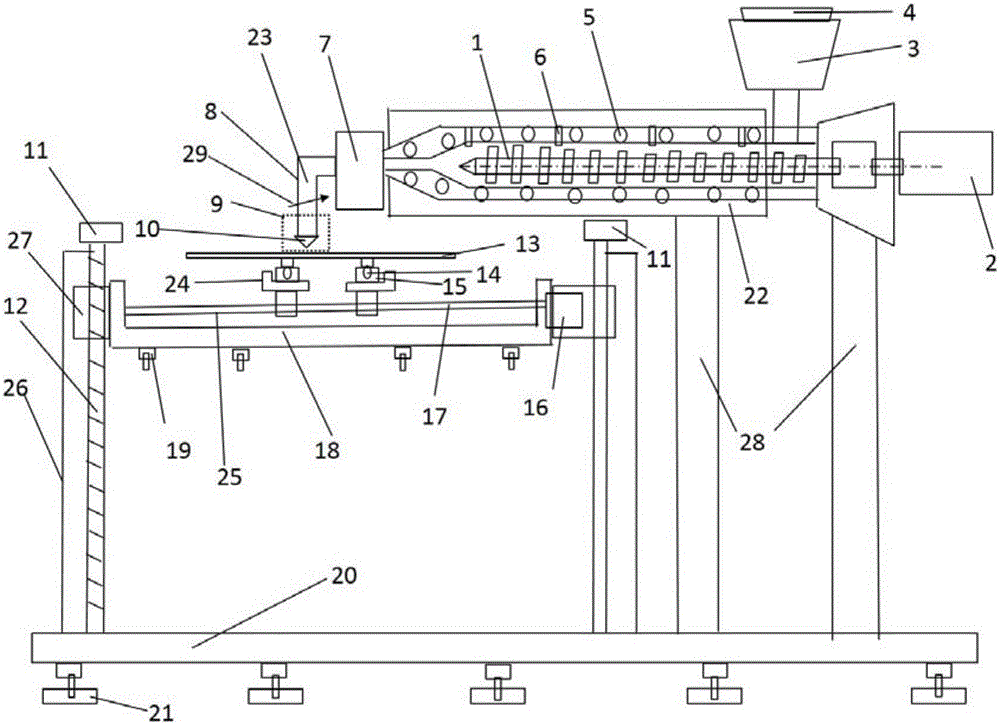
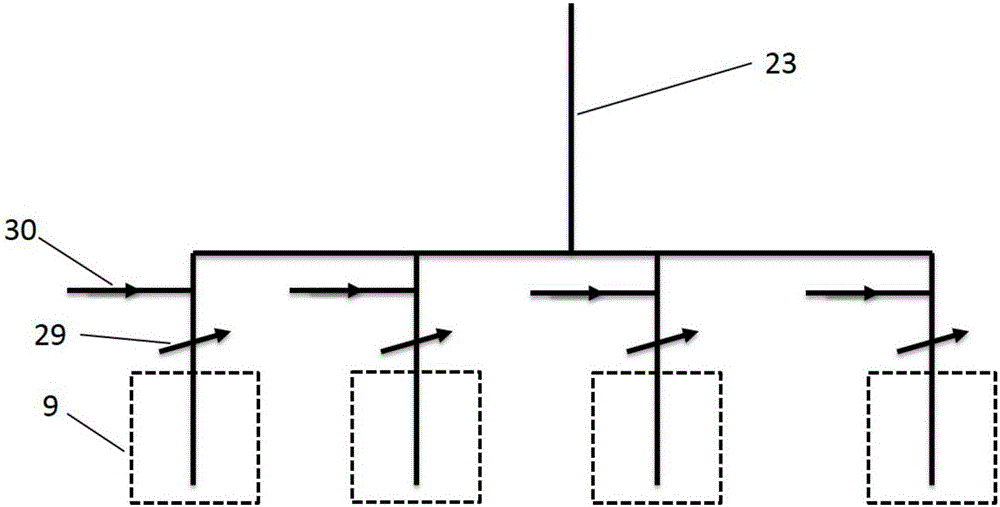
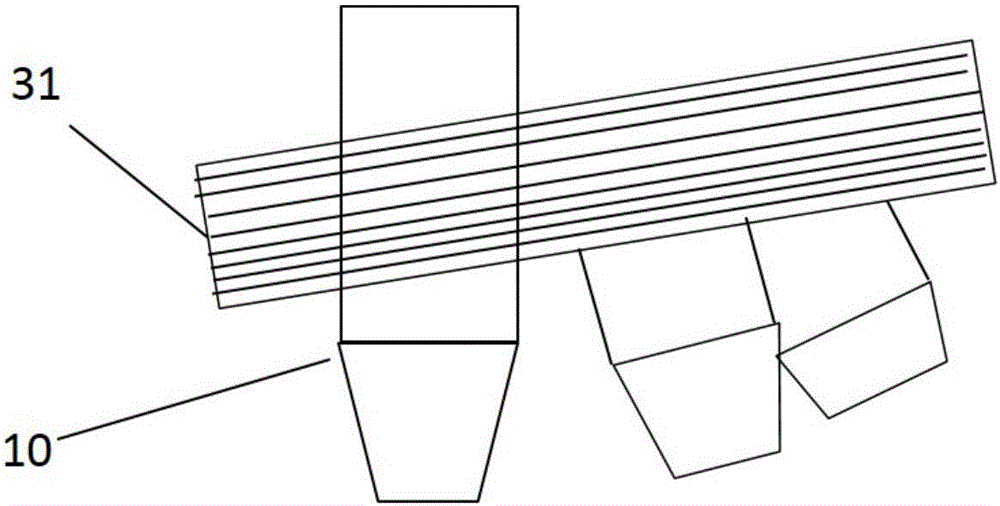
Method used
Image

Examples
Embodiment 1
[0060] (1) a preparation method of modified nylon 6 material, comprising the following steps:
[0061] 1) mixing single-walled carbon nanotubes and ionic liquid 1-methyl-3-methylimidazolium chloride and mechanical ball milling to prepare a thickening nucleating agent; the mass ratio of the ionic liquid to single-walled carbon nanotubes is 10 : 1; described mechanical ball mill adopts ball mill, and rotating speed is 100 rev / mins, and ball milling time is 0.5 hour;
[0062] 2) described tackifying nucleating agent and nylon 6 resin matrix blending again, then cooling granulation after twin-screw extruder melt extrusion; The mass ratio of described nylon 6 resin matrix and tackifying nucleating agent is 1.5:1; the blending adopts a high-speed mixer, the speed is 400 rpm, and the time is 1 minute; the extrusion temperature of the twin-screw extruder is 225 ° C, the head is 210 ° C, and the speed of the twin-screw extruder is 100 RPM; the pellets were vacuum-dried at 100°C for 2 ...
Embodiment 2
[0068] (1) a preparation method of modified nylon 66 material, comprising the following steps:
[0069] 1) Mix multi-walled carbon nanotubes and ionic liquid 1-butyl-3-methylimidazolium bromide and prepare by mechanical ball milling to obtain a thickening nucleating agent; the mass ratio of the ionic liquid to multi-walled carbon nanotubes is 40 : 1; described mechanical ball mill adopts ball mill, and rotating speed is 600 rev / mins, and ball milling time is 4 hours;
[0070] 2) blending the tackifying nucleating agent with the nylon 66 resin matrix, then cooling and granulating after twin-screw extruder melt extrusion; the mass ratio of the nylon 66 resin matrix and the tackifying nucleating agent is 9:1; the blending adopts a high-speed mixer, the speed is 1000 rpm, and the time is 10 minutes; the extrusion temperature of the twin-screw extruder is 280 ° C, the head is 260 ° C, and the speed of the twin-screw extruder is 1000 RPM; the pellets were vacuum-dried at 130°C for ...
Embodiment 3
[0076] (1) a preparation method of modified nylon 6T material, comprising the following steps:
[0077] 1) Graphene and ionic liquid 1-butyl-3-ethylimidazolium bromide are mixed and mechanically milled to prepare a thickening nucleating agent; the mass ratio of the ionic liquid to graphene is 20:1; the The mechanical ball mill adopts a ball mill with a rotating speed of 600 rpm and a ball milling time of 3 hours;
[0078] 2) described tackifying nucleating agent and nylon 6T resin matrix blending again, then cooling granulation after twin-screw extruder melt extrusion; The mass ratio of described nylon 6T resin matrix and tackifying nucleating agent is 6:1; the blending adopts a high-speed mixer, the speed is 1000 rpm, and the time is 10 minutes; the extrusion temperature of the twin-screw extruder is 350 ° C, the head is 330 ° C, and the speed of the twin-screw extruder is 100 rpm; the pellets were vacuum-dried at 130° C. for 4 hours to obtain a modified nylon 6T material wi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More