

In-situ toughening method for tough integrated Cu/Sn/Ag welding material
A welding material and physical technology, applied in welding/cutting medium/material, welding medium, welding equipment, etc., can solve the problems of low strength and plasticity, insufficient elasticity and plasticity, large amount of precious metal, etc., and achieve high temperature resistance reliability. Guaranteed, reduced soldering temperature, and simple preparation method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] Copper powder with a particle size of 5-10 μm and 10-15 μm is used to prepare the electroplating Sn coating and the physical vapor deposition Ag coating in sequence, and the particle size is graded according to the ratio of 3:2, and the graded powder is placed in a high-speed ball mill. , mechanically mixed at a rate of 100r / min for 1h to obtain a homogeneously mixed composite powder.
[0049] Weigh 0.13g of the above-mentioned mixed powder, perform high-pressure tablet pressing on a press with a pressure of 10MPa, and hold a constant pressure for 10 minutes to obtain a solder sheet with a thickness of 389μm;
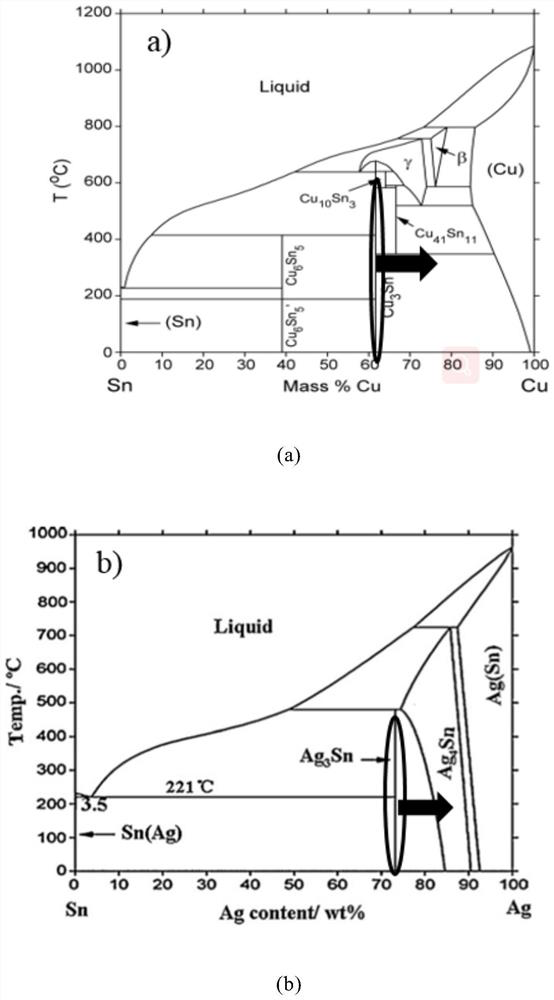
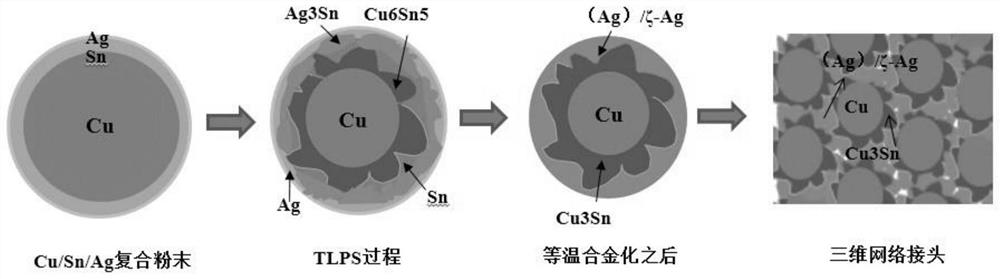
[0050] Sinter the solder sheet prepared above in a vacuum soldering furnace at 250°C, the low-temperature Sn melts and instantly reacts with Ag and Cu to form Cu through solid-liquid diffusion reaction. 6 sn 5 with Ag 3 Sn interface intermetallic compound, after 8 minutes of reflux, the Sn coating is completely transformed into an interfacial intermetallic comp...
Embodiment 2
[0052] Copper powders with a particle size of 5-10 μm and 15-20 μm were used to prepare Sn electroplating and Ag coatings by physical vapor deposition in sequence, and the particle size was graded according to the ratio of 3:1, and the graded powder was placed in a high-speed ball mill. Mix mechanically at a rate of 200r / min for 2h to obtain a uniformly mixed composite powder.
[0053] Weigh 0.13g of the above-mentioned mixed powder, perform high-pressure tablet pressing on a press with a pressure of 15 MPa, and hold a constant pressure for 10 minutes to obtain a solder sheet with a thickness of 380 μm;
[0054] Sinter the solder sheet prepared above in a vacuum soldering furnace at 250°C, the low-temperature Sn melts and instantly reacts with Ag and Cu to form Cu through solid-liquid diffusion reaction. 6 sn 5 with Ag 3 Sn interface intermetallic compound, after 6 minutes of reflow, the Sn coating is completely transformed into an interfacial intermetallic compound, and the...
Embodiment 3
[0056] Copper powders with a particle size of 10-15 μm and 15-20 μm were used to prepare Sn electroplating and Ag coatings by physical vapor deposition, respectively, and the particle size was graded according to the ratio of 2:1. The graded powder was placed in a high-speed ball mill. Mix mechanically for 2 hours at a rate of 300 r / min to obtain a uniformly mixed composite powder.
[0057] Weigh 0.13g of the above-mentioned mixed powder, perform high-pressure tablet pressing on a press with a pressure of 20 MPa, and hold a constant pressure for 10 minutes to obtain a solder sheet with a thickness of 395 μm;
[0058] Sinter the solder sheet prepared above in a vacuum soldering furnace at 250°C, the low-temperature Sn melts and instantly reacts with Ag and Cu to form Cu through solid-liquid diffusion reaction. 6 sn 5 with Ag 3 Sn interface intermetallic compound, after 8 minutes of reflow, the Sn coating is completely transformed into an interfacial intermetallic compound, an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More